Odour Control in Large Industrial Bakeries : A Complete Guide to Sources, Technologies, and Best Practices
A large bakery in a metro industrial zone runs three tunnel ovens and two frying lines around the clock. During the day, the odours blend into the city’s background. But after sunset, when the atmosphere stabilises and dispersion drops, residents two kilometers away start calling the pollution control board. The ovens haven’t changed. The production schedule hasn’t changed. What changed is the physics of how odour travels—and that’s exactly why industrial bakeries need engineered odour control, not just good ventilation.
This guide breaks down where bakery odours come from, which engineering and treatment strategies work, how to choose between technologies, and what Indian regulatory compliance looks like in practice.
Key Takeaways
- Tunnel ovens and frying lines are the dominant odour sources, but fermentation chambers, cooling conveyors, and wastewater systems also contribute significantly.
- No single technology handles all bakery odours. Multi-stage (hybrid) systems combining particle removal, scrubbing, and polishing deliver the most reliable results.
- Catalytic oxidisers achieve 95–99% VOC destruction on tunnel oven exhaust and are the most widely used technology for bakery oven emissions globally.
- Indian food processing facilities face tightening emission standards. In February 2026, CAQM mandated a 50 mg/Nm³ PM limit for food processing units in Delhi-NCR.
Odour Sources in Industrial Bakeries
Odours in large bakeries are not just “bread smell.” They result from a complex mix of heat-driven chemical reactions, biological fermentation, fat decomposition, and wastewater degradation. Understanding each source is the first step to controlling it effectively.
Tunnel Ovens and Baking Lines
Tunnel ovens are typically the single largest odour source. High baking temperatures trigger Maillard browning reactions, caramelisation, and fat oxidation, releasing aldehydes, ketones, furans, fatty acids, and burnt organic vapours. Products with high sugar or fat content—cakes, biscuits, pastries—produce stronger odours than lean breads. Residue build-up inside ovens amplifies emissions further. The primary VOC in most bakery oven exhaust is ethanol from yeast fermentation, but the odour character comes from the complex secondary compounds produced at high temperature.
Frying and Oil Heating Systems
Bakeries producing donuts, fried snacks, or par-fried products generate grease vapours, oil mists, and acrolein. When frying oils are heated repeatedly without adequate quality management, they degrade and produce strong rancid odours. These emissions are among the most complained about because grease vapours are “sticky”—they cling to surfaces and clothing, and residents perceive them as more intrusive than baking odours.
Fermentation and Proofing Chambers
As yeast breaks down sugars during fermentation, it releases ethanol vapours, carbon dioxide, esters, and organic acids. Warm, humid proofing conditions accelerate microbial activity. Longer proofing cycles or higher yeast dosing noticeably increase emissions. While these odours are milder than oven or frying emissions, they are continuous and can accumulate in poorly ventilated facilities.
Dough Mixing and Ingredient Handling
Flour dust, enzyme additives, yeast slurry, and flavouring agents release organic particulates and mild fermentation odours during mixing. Large automated systems with open charging points are common sources of fugitive emissions.
Cooling Conveyors
After baking, products release residual heat, moisture vapour, and fine fat particles as they travel through cooling tunnels. These emissions are easy to overlook because they are lower in concentration—but on long, continuous conveyor lines running 24/7, they add up.
Sugar Syrup and Filling Preparation
Heated chocolate, caramel, glucose syrups, and fruit fillings produce burnt sugar odours and flavouring vapours. Open kettles and blending tanks create localised hotspots that are often missed in facility-wide odour assessments.
Ingredient Storage
Spoilage, oxidation, and evaporation from stored yeast, eggs, dairy powders, and flavourings contribute to background odour levels. Egg handling in particular can release sulphur compounds that are detectable at extremely low concentrations.
Wastewater Treatment
Bakery wastewater is rich in sugars, starches, fats, and suspended solids. When these materials decompose under low-oxygen conditions, they form hydrogen sulphide (H₂S), methane, and volatile fatty acids. Poorly managed wastewater systems can become the dominant odour source at a facility, sometimes eclipsing production emissions entirely.
Solid Waste Handling
Discarded dough, expired ingredients, oil sludge, and product waste undergo microbial decomposition in storage bins. If not removed promptly, these become persistent nuisance sources, especially in warm climates.
Engineering Strategies for Odour Capture and Containment
Effective odour control starts well before the treatment equipment. The best-performing bakeries treat odour management as an engineering discipline built into plant design—not an afterthought bolted on after complaints start.
Source Capture
Canopy hoods, slot hoods, and dedicated ducted extraction installed directly above tunnel ovens, proofing chambers, frying lines, and cooling conveyors capture odours at the point of generation. The goal is to contain emissions before they disperse into the production hall. Capture velocity at the hood face should typically be maintained at 0.5–1.0 m/s, depending on the thermal buoyancy of the source.
Negative Pressure Management
Maintaining slight negative pressure (−25 to −50 Pa) in production areas prevents odorous air from migrating into adjacent spaces, offices, or outdoors through doors and openings. This requires the exhaust airflow to slightly exceed the supply airflow—a balance that needs careful commissioning.
Process Enclosures
Enclosing proofers, cooling tunnels, ingredient handling areas, and wastewater treatment units reduces the volume of air that needs treatment and prevents fugitive releases. Fully enclosed fryers with integrated extraction are significantly more effective than open fryers with overhead hoods.
Ductwork Design
Properly sized ducts with optimised routing, balanced static pressure, and smooth transitions ensure exhaust air reaches treatment equipment efficiently. Poor ductwork is one of the most common—and most overlooked—reasons odour control systems underperform.
Grease and Particulate Pre-Treatment
Grease filters and wet electrostatic precipitators (WESPs) remove oil mist and aerosols from frying and high-fat baking exhaust before the air reaches downstream treatment. Without this step, grease rapidly clogs carbon filters, deactivates catalysts, and fouls scrubber packing.
Plant Layout and Zoning
Positioning high-odour processes (frying, wastewater treatment) away from plant boundaries and community-facing sides of the facility reduces off-site impact. This is a simple but high-impact design choice that is difficult and expensive to change retroactively.
Automated Monitoring
Sensors tracking airflow, temperature, humidity, and VOC levels at key points in the extraction and treatment system allow operators to detect performance drops early. Real-time alerts reduce the gap between a problem occurring and it being corrected.
When engineering controls and treatment technologies work together, the result is not just compliance—it is consistent, reliable odour performance regardless of production schedule, weather, or season.
Odour Control Technologies: How They Compare
There is no single technology that handles all bakery odour types. The right choice depends on the emission source, air volume, temperature, VOC concentration, grease loading, and available space. Here is how the main options compare.
Biofilters
Biofilters pass odour-laden air through a bed of organic or engineered media that supports naturally occurring microorganisms. These microbes break down odour compounds into carbon dioxide, water vapour, and biomass. They work best for biodegradable, low-to-moderate concentration emissions—fermentation exhaust, wastewater off-gas, and low-temperature baking odours. When properly maintained (moisture content 40–60%, adequate empty bed residence time), biofilters routinely achieve 85–95% removal. Media replacement is typically needed every 3–7 years depending on loading conditions.
Bio-Trickling Filters
Bio-trickling filters use inert packing media continuously sprayed with a nutrient solution, keeping the surface moist and ideal for aerobic bacterial growth. They handle higher odour and pollutant loads than traditional biofilters and occupy a smaller footprint. This makes them a strong choice for facilities with space constraints or variable odour loads.
Chemical Scrubbers
Chemical scrubbers wash polluted air with acidic or alkaline solutions that absorb and neutralise odour-causing gases. Multi-stage scrubbers using two or more reagents can target a wider range of compounds and achieve removal efficiencies up to 99%. Effectiveness depends on accurate chemical dosing, stable pH control, and good air–liquid contact.
Activated Carbon Filters
Activated carbon adsorbs hydrogen sulphide, aldehydes, fatty vapours, and residual VOCs from bakery exhaust. Coconut shell and coal-based carbons offer high surface area for adsorption. These systems are compact and work well as a final polishing stage after primary treatment, though the media needs periodic replacement based on saturation levels.
Catalytic and Thermal Oxidisers
For high-temperature tunnel oven exhaust, catalytic oxidisers are the most widely used control technology in bakeries globally. They destroy VOCs by reacting them over a catalyst bed at 200–400°C, converting them to CO₂ and water vapour. Published installations in commercial bakeries consistently report 95–99% VOC destruction efficiency, with some systems achieving 98%+ on ethanol-rich oven exhaust. Thermal efficiency of 60–80% means significant heat recovery is possible, offsetting operating costs.
Regenerative thermal oxidisers (RTOs) achieve over 99% destruction efficiency at higher temperatures and are suited to large-volume, high-concentration streams. They carry higher capital costs but lower fuel costs due to 95%+ heat recovery.
Hybrid (Multi-Stage) Systems
In practice, most large industrial bakeries need a combination of technologies. A typical high-performance setup might use a wet electrostatic precipitator to remove grease, followed by a chemical scrubber to treat soluble gases, and finished with an activated carbon polishing stage. This layered approach addresses particles, aerosols, and vapour-phase compounds in sequence, delivering 95–99%+ overall odour removal.
The right technology is the one that matches your specific emission profile. An odour assessment using olfactometry and GC-MS analysis should always come before technology selection—not after.
Common Mistakes That Undermine Odour Control
Even well-intentioned odour control investments can fail. Here are the mistakes we see most often in industrial bakeries:
- Skipping pre-treatment. Installing activated carbon or a biofilter directly on greasy frying exhaust without first removing oil mist is the fastest way to destroy a treatment system. Grease clogs carbon pores, suffocates biofilter media, and fouls scrubber packing. Always install grease filters or a wet ESP upstream.
- Undersizing extraction hoods. A hood that does not fully capture the thermal plume from an oven or fryer allows odours to escape into the production hall before they ever reach the treatment system. Capture efficiency is everything—an undersized hood feeding a world-class scrubber is still a failing system.
- Ignoring wastewater odour. Many bakeries invest heavily in oven and frying line treatment but overlook their effluent treatment plant. Anaerobic decomposition of sugars and fats in drains and tanks produces H₂S that can dominate the facility’s overall odour footprint. Covered tanks and dedicated vent collection are essential.
- Treating odour control as a one-time installation. Treatment systems require ongoing monitoring and maintenance. Carbon beds saturate, biofilter moisture levels drift, scrubber chemicals deplete, and ductwork accumulates grease. Without a structured maintenance schedule, performance degrades gradually and often goes unnoticed until a complaint triggers an investigation.
- Not testing before scaling up. Selecting technology based on catalogue specifications rather than site-specific pilot testing is risky. Bakery emissions are complex mixtures, and what works in one facility may underperform in another due to differences in product mix, oil quality, exhaust temperature, or humidity.
- Designing for average conditions. Odour complaints rarely happen during average production. They happen during peak shifts, seasonal production spikes, or at night when atmospheric conditions trap emissions near ground level. Systems should be sized for worst-case scenarios, not average-day conditions.
Regulatory Landscape in India
Industrial bakeries in India must meet air quality and emission standards set by the Central Pollution Control Board (CPCB) and the State Pollution Control Boards (SPCBs). The main regulations include:
The Air (Prevention and Control of Pollution) Act, 1981. This law governs air emissions from industrial sites. SPCBs grant Consent to Establish and Consent to Operate based on the air pollution control measures taken by a facility.
CPCB Emission Standards set specific limits for stack emissions of particulate matter, SO₂, NOx, and sometimes VOCs. Food processing facilities usually fall under the Orange category according to CPCB, which requires them to have pollution control clearance.
Recent changes:In February 2026, the Commission for Air Quality Management (CAQM) issued a directive that sets a uniform limit of 50 mg/Nm³ for particulate matter in food processing and other identified industries across Delhi-NCR. Large and medium industries must comply by August 2026. The remaining units need to follow by October 2026. This indicates a trend towards stricter enforcement across the country.
In addition to stack standards, regulators are increasingly demanding odour impact assessments and atmospheric dispersion modelling before approving new plants or expansions. Odour concentration limits at the facility boundary, measured in Odour Units (OU/m³), are now part of consent conditions in several states.
Non-compliance can lead to show-cause notices, fines, production restrictions, or closure orders. As urban areas grow closer to industrial zones, the enforcement window is getting smaller. Facilities that were once distant are now surrounded by residential communities that expect clean air.
Odour Monitoring and Measurement
Because everyone experiences smells differently, industrial bakeries cannot rely on personal opinions alone. They use standardized scientific methods to measure odor and ensure they meet environmental regulations.
- Dynamic olfactometry (EN 13725 / IS 16729) : is considered the gold standard for measuring odour. Air samples are collected, diluted, and assessed by trained human panels to determine odour concentration in odour units (OU/m³). Most regulators accept this method for compliance reporting.
- Field Olfactometry: portable devices used for on-site screening during boundary surveys, complaint investigations, or routine checks. They are useful for quick assessments but not as precise as laboratory olfactometry.
- Continuous Gas Monitoring: Fixed sensors detect specific marker gases like H₂S, NH₃, and total VOCs in real time. They provide ongoing performance tracking for treatment systems and early warnings of problems.
- Gas Chromatography Mass Spectrometry (GC-MS) is a lab analysis that identifies and quantifies individual odorous compounds in a sample. It is crucial for understanding the chemical makeup of a bakery’s emission profile and for choosing the right treatment technology.
A good monitoring program usually includes all of these components: olfactometry for regulatory reporting, GC-MS for selecting technology, continuous sensors for daily performance tracking, and periodic boundary surveys to check off-site impact.
Why Odour Control Matters Beyond Compliance
Workplace Health and Comfort
Prolonged exposure to grease vapours, aldehydes, and VOCs can lead to respiratory irritation, headaches, and general discomfort. Effective source capture and treatment improve indoor air quality, reduce sick days, and help create a more productive work environment.
Community Relations
Even when emissions are technically harmless, constant food odours annoy residents. Complaints to pollution control boards can lead to inspections, negative media coverage, and strained relationships with local communities. Taking steps to manage odours shows that a facility is a responsible neighbor.
Operational Intelligence
Unusual or strong odours often signal early problems in processes, such as overheating equipment, degraded frying oil, broken ventilation, or poor baking cycles. Keeping track of odour trends provides operations teams with another useful signal for diagnosis.
Brand and ESG Value
Sustainability commitments, ESG reporting, and investor scrutiny now include concerns about environmental nuisance. Showing effective odour control helps support wider corporate responsibility goals and strengthens a facility’s social license to operate.
How Elixir Enviro Systems Can Help
Elixir Enviro Systems offers complete odour management solutions for industrial bakeries. This includes everything from the first assessment to design, installation, and ongoing maintenance. As an expert in industrial odour control in India, Elixir serves bakeries, biscuit plants, confectionery units, and large fermentation facilities.
Our approach begins with understanding your facility’s specific emission profile, not a standard catalog recommendation. Our services include:
- Odour assessments and dispersion modelling using olfactometry, GC-MS, and advanced dispersion software to map your emission sources and predict off-site impact
- Custom-engineered treatment systems include biofilters, chemical scrubbers, activated carbon units, catalytic/thermal oxidizers, and hybrid multi-stage systems.
- Oven and frying line exhaust treatment with wet ESPs, catalytic oxidizers, and heat recovery integration.
- Wastewater and drain odour management includes covered tanks, vent collection, and biofiltration.
- Pilot studies and performance validation test solutions in real operating conditions before full-scale commitment.
- Real-time monitoring, compliance reporting, and annual maintenance to keep systems performing reliably over the long term
Not sure which approach fits your facility? Talk to our engineers for a no-obligation discussion about your odour challenges. Contact Elixir Enviro Systems →
FAQS
1. What is the main source of odour in industrial bakeries?
Tunnel ovens and frying systems are the dominant sources due to high-temperature baking, caramelisation, and fat oxidation. The primary VOC is ethanol from yeast fermentation, while the characteristic odour comes from secondary compounds like aldehydes, furans, and fatty acids. Fermentation chambers and wastewater treatment units also contribute significantly.
2. Can frying odours be completely removed?
Yes, to a very high degree. Multi-stage systems—such as a wet electrostatic precipitator followed by a chemical scrubber and an activated carbon polishing stage—can achieve 95–99%+ overall removal of grease vapours and residual odours. The key is treating particles, aerosols, and vapour-phase compounds in sequence rather than expecting any single technology to do everything.
3. Which technology is best for tunnel oven exhaust?
Catalytic oxidisers are the most widely used technology for bakery oven VOC control globally. Published installations report 95–99% destruction efficiency on ethanol-rich oven exhaust, with heat recovery potential of 60–80%. Regenerative thermal oxidisers (RTOs) achieve over 99% destruction and are suited to multi-oven bakeries with high air volumes.
4. Do biofilters work for bakery odours?
Yes, for the right types of emissions. Biofilters work very well for low-temperature, biodegradable odours, such as fermentation exhaust, wastewater off-gas, and general process ventilation. With proper moisture management and enough residence time, they can remove 85 to 95% of these odours. However, they are not suitable for greasy, high-temperature oven exhaust or frying emissions.
5. Are bakery odours harmful to health?
Bakery odours are usually seen as nuisance emissions instead of toxic hazards. However, ongoing exposure to grease vapors, aldehydes, and VOCs in the workplace can lead to respiratory irritation, headaches, and discomfort. Proper ventilation and treatment help ensure employee wellbeing.
6. Why do bakery odours seem stronger at night?
At night, cooler temperatures and stable atmospheric conditions reduce air mixing and dispersion. Odours that would normally rise and disperse during the day remain concentrated near ground level, making them more noticeable in surrounding areas. This is why odour control systems should be sized for worst-case atmospheric conditions, not just average daytime performance.
7. Is odour control mandatory for bakeries in India?
Yes. Facilities require Consent to Operate from the relevant SPCB, which includes conditions on air emissions. Stack emission standards, boundary concentration limits, and in many states odour impact assessments are part of compliance requirements. Non-compliance can result in penalties, production restrictions, or closure orders under the Air Act 1981.
8. How often do treatment systems need maintenance?
Maintenance frequency varies by technology. Activated carbon media may need replacement every 6 to 18 months depending on loading. Biofilter media lasts 3 to 7 years. Chemical scrubbers require regular replenishment of reagents and calibration of pH. Catalytic oxidiser catalysts typically last 4 to 5 years or more. All systems benefit from ongoing performance monitoring to detect issues early.
9. Can odour control systems improve workplace air quality?
Effective source capture and treatment reduce indoor VOC levels, grease aerosols, and heat build-up in production areas. This creates a cleaner, healthier, and more comfortable working environment. These improvements directly affect employee satisfaction and productivity.
Sustainable Rendering for a Circular Economy: Odour Control in Rendering Plants as a Pathway to ESG Excellence
Industrial rendering plants across India and the globe face one major environmental challenge — odour. Effective odour control in rendering plants is crucial not only for environmental compliance but also for community wellbeing and sustainable industrial growth. The rendering industry plays a crucial role in protecting the environment. Generally, a rendering plant collects animal byproducts such as offal, fat, bones and carcasses from animal slaughterhouses, butcher shops, supermarkets (markets) and farms and turn them into usable materials like tallow, grease and bonemeal. These materials are then used for the manufacturing of a variety of products soaps, animal feed (including pet-feed) and some industrial items. Yet, it carries one unavoidable challenge — odour & high strength wastewater. In this blog we would like to cover, how to handle the pungent, persistent smell from rendering operations, which is one of the most complex environmental issues industries face today. Odour emissions are not merely an inconvenience; they directly influence community relations, regulatory compliance, and the public image of the company. For progressive industries, this challenge has become a defining factor in their sustainability and ESG (Environmental, Social, and Governance) strategies.
At the forefront of this transformation are modern engineering solutions like those deployed by Elixir Enviro Systems that combine science, environmental responsibility, and innovation to create cleaner, more sustainable air treatment systems for rendering plants.
Where Does Odour Come from in Rendering Plants?
To control odour effectively, one must first understand its origin. Rendering plants handle raw animal materials such as offal, blood, bones, feathers, and fat residues. During processing, cooking, drying, and pressing, these organic materials decompose, releasing volatile organic compounds (VOCs), hydrogen sulfide (H₂S), ammonia, mercaptans, and amines. These compounds are potent even in low concentrations. For instance, hydrogen sulfide is noticeable at just a few parts per billion and produces a strong “rotten egg” smell, while mercaptans smell even stronger and are often detected far from the source. Uncontrolled odour can travel over large distances, affecting nearby communities, attracting complaints, and even halting production due to environmental violations. Hence, rendering plants increasingly rely on engineered odour control systems designed to target these compounds through physical, chemical, and biological means.
Why Odour Control Matters Beyond Compliance
The modern rendering industry is evolving. Regulations now demand comprehensive environmental management systems that align with ESG and sustainability commitments. Odour control has become a key ESG indicator because it reflects a plant’s environmental responsibility, social accountability, and operational transparency.
A robust odour control strategy brings measurable advantages:
- Regulatory compliance with pollution control boards(regulatory agencies) and environmental agencies
- Improved community relations by reducing complaints and promoting goodwill
- Enhanced workplace safety through improved air quality
- Stronger ESG reporting that aligns with global sustainability frameworks
- Better brand reputation, as odour-free operations symbolize responsible industry practices
Companies like Elixir Enviro Systems have recognized that odour control isn’t just an environmental requirement — it’s an operational necessity and a reputational advantage.
Engineering the Air: How Rendering Plants Can Achieve Effective Odour Control?
Odour control in rendering plants is a multi-layered process that requires understanding of airflow patterns, pollutant chemistry, and microbial treatment. Below are the most effective engineering strategies used globally — adapted and optimized for Indian and international industries by Elixir Enviro Systems.
1. Capture and Containment
The first step in managing odour is preventing its escape. This involves designing airtight a good ventilation systems to capture emissions from:
- Cookers and dryers
- Pressing and decanting units
- Fat and meal storage tanks
- Blood drying systems
A proper ventilation system ensures that all air carrying odourous compounds is directed to a centralized treatment unit instead of being released into the atmosphere. This not only minimizes fugitive emissions but also improves the efficiency of odour control technologies.
2. Chemical Scrubbing Systems
Scrubbers are among the most reliable methods for treating high-intensity odour streams. In these systems, acidic or alkaline solutions are used to neutralize gases such as the alkaline odourous compounds like ammonia, & the acidic odourous compounds like hydrogen sulfide.
Elixir’s engineered scrubber designs optimize contact time and chemical efficiency, ensuring minimal chemical consumption with maximum odour removal. Multi-stage scrubbers are often used to treat mixed compounds, for instance, an acid scrubber followed by an oxidizing scrubber for complete neutralization.
3. Biological Odour Control Units
Biological systems utilize microorganisms to naturally degrade odourous gases into harmless compounds such as carbon dioxide and water. They are sustainable, cost-effective, and energy-efficient solutions for continuous odour control.
Biofilters:
Biofilters use organic or synthetic media to absorb and biologically degrade VOCs, ammonia, and H₂S. They achieve 85–95% odour removal efficiency and are ideal for air from enclosed conveyors, pits, and dryers. Regular media maintenance ensures consistent performance.
Biotrickling Filters:
These systems use synthetic packing material continuously irrigated with nutrient-rich water, supporting microbial activity for odour degradation. They achieve 90–98% efficiency and are suitable for high-concentration ammonia and H₂S streams, though they require controlled water and nutrient supply.
Bioscrubbers:
In bioscrubbers, odourous air passes through a liquid medium containing active microorganisms that degrade water-soluble pollutants. They achieve 80–90% efficiency, ideal for ammonia-rich odours, but require additional water treatment and energy for recirculation.
4. Thermal and Catalytic Oxidation
For rendering facilities with very high VOC loads, thermal oxidation or catalytic oxidation provides complete destruction of odourous gases. These systems operate by heating the contaminated air to high temperatures, breaking down volatile compounds into simple molecules like CO₂ and H₂O.
5. Activated Carbon Filtration
In specific sections such as product handling areas or packaging zones, activated carbon filters are used to polish residual odours. The porous carbon material adsorbs remaining organic compounds, ensuring the final discharge is nearly odourless. These systems complement biofilters and scrubbers, creating a multi-barrier odour treatment process. Activated carbon filters work as adsorption media, and therefore generally the carbon units are not recommended for high odour emission industries such as the rendering plants.
6. Plasma Technology:
Emerging non-thermal plasma systems use high-energy electrons to break down odourous molecules at 85–95% efficiency. They are compact and efficient for many contaminants. But not have seen any case study or related document showing use case in the rendering industry. but involve higher operational and maintenance costs due to electrode replacement requirements.
7. Combination Treatments for Odour Control
In many cases, combining technologies improves overall efficiency and ensures comprehensive odour removal across multiple sources.
Common hybrid systems include:
Chemical Scrubber + Biofilter:
The pretreatment with chemical scrubbers followed by the Biofilter for polishing seems ideal choice for the Odour Control from the Rendering plants. This combination can ensure the air for total efficiency up to 99%.
Thermal Oxidation + Biofilter:
Used in facilities with separate odour streams, where intense odours are treated thermally and moderate ones biologically, balancing cost and performance.
Biofilter + Activated Carbon Filter:
Biofilter removes major odorous gases (85–95%), and activated carbon filters polish the air for total efficiency up to 99% — ideal for reception pits and enclosed areas.
Chemical Scrubber + Biotrickling Filter:
This pairing achieves up to 95–98% total efficiency, handling mixed acid and alkaline gases effectively in high-odour-load plants.
Chemical Scrubber + Activated Carbon Filter:
Scrubbers neutralize H₂S and ammonia, while carbon filters remove VOCs — giving 95–99% efficiency, ideal for plants with multiple odour sources.
Though biological odour control units are very efficient, the use of biological systems alone for rendering plants is not advisable. As the load is very high from the rendering plants, the biological treatment units shall take up a very large floor space. Hence in the case of rendering plants it is always better to have a combination treatment. These hybrid systems are customized based on air volume, odour type, and emission intensity, ensuring optimized cost and performance for every rendering plant.
Integrating Wastewater and Air Odour Control
Apart from the challenges of having high strength wastewater, the wastewater treatment plants in Rendering plants also can release secondary odour during collection and treatment. By integrating wastewater treatment with air odour management, facilities can prevent odour migration from open tanks, sludge drying beds, and effluent channels.
Elixir’s integrated design approach combines:
- Covered tanks and pipelines to limit volatilization
- Anaerobic digesters for biogas capture and reduction of load
- High rate Biological Nutrient Removal (BNR) plants to remove both COD and nutrients
- Odour scrubbers for headspace gases
This holistic design ensures consistent odour control throughout the plant, maintaining compliance and environmental integrity. The details of the wastewater treatment maybe discussed in a separate blog.
Odour Control Regulations and Standards
In India, the Central Pollution Control Board (CPCB) and respective State Pollution Control Boards (SPCBs) set strict emission standards for rendering operations under the Air (Prevention and Control of Pollution) Act, 1981, but at present the CPCB doesn’t give specific regulation on Odour control in India.
Globally, regulatory bodies such as the U.S. Environmental Protection Agency (EPA) and the European Union’s Industrial Emissions Directive (IED) also enforce odour and air quality standards for animal by-product processing facilities.
Elixir Enviro Systems ensures that every system — from scrubbers to biofilters — is designed to meet or exceed these emission norms, helping clients maintain environmental compliance both in India and worldwide
Smart Monitoring and Modelling: The Future of Odour Management
Modern odour control goes beyond physical systems — it now integrates real-time data, digital simulations, and predictive monitoring for better performance and compliance. Elixir Enviro Systems utilizes advanced odour dispersion modelling to predict and assess odour behaviour under varying operating conditions. This enables engineers to optimize air capture points, ventilation strategies, and treatment system capacity with greater accuracy. Onsite odour monitoring units continuously measure parameters such as hydrogen sulphide (H₂S) and ammonia concentrations, allowing proactive intervention before odour complaints or threshold exceedances occur. This data-driven approach enhances transparency and supports ESG (Environmental, Social, and Governance) reporting by providing measurable, verifiable environmental performance indicators.
ESG in Action: How Odour Control Reflects Environmental Commitment
Rendering facilities are now integral to circular economy models, transforming waste into value. But to remain sustainable, they must operate within the boundaries of environmental stewardship. Odour control is one of the most visible reflections of ESG compliance. It demonstrates commitment to:
- Environmental goals: reducing emissions and protecting air quality.
- Social responsibility: improving community health and relations.
- Governance: maintaining transparent, data-backed environmental performance.
Elixir Enviro Systems aligns its technologies with these ESG pillars, helping industries not only meet legal standards but also exceed them — turning odour control into an opportunity for sustainable growth.
Elixir Enviro Systems: Delivering Advanced Odour Control Solutions for Rendering Plants
Elixir Enviro Systems is a leading provider of industrial odour control solutions for the rendering industry, helping facilities eliminate nuisance emissions and meet the highest environmental standards. With decades of expertise in air treatment, wastewater management, and environmental engineering, we deliver custom-built systems that ensure cleaner air and sustainable operations. Our odour control solutions for rendering plants combine chemical scrubbers, biofilters, biotrickling filters, and hybrid systems designed to treat complex odourous compounds such as hydrogen sulfide (H₂S), ammonia, amines, and volatile organic compounds (VOCs). Each system is engineered for high efficiency, achieving up to 95–99% odour removal while minimising energy use and maintenance costs.
Key strengths of our rendering-specific systems include:
- End-to-End Design and Installation: From air capture ducts and exhaust systems to treatment units and stack dispersion.
- Hybrid Odour Control Systems: Combining biological and chemical filtration to manage varying odour loads efficiently.
- Onsite Odour Monitoring: Continuous H₂S and ammonia measurement for real-time performance tracking and compliance.
- Integrated Wastewater and Sludge Odour Control: Managing emissions from process water, condensate, and sludge handling.
By integrating these systems, Elixir Enviro Systems helps rendering facilities move beyond compliance — transforming odour control into a strategic sustainability advantage. Our goal is to engineer odour-free, community-friendly, and ESG-aligned rendering operations that reflect true environmental responsibility.
Conclusion
Odour control in rendering plants is no longer just about removing smells — it’s about engineering a cleaner, more responsible future for industries that serve the circular economy. With advanced air treatment systems, integrated wastewater solutions, and data-driven monitoring, companies can now operate efficiently, meet stringent regulations, and maintain community trust.
Elixir Enviro Systems continues to pioneer this transformation — designing and delivering odour control systems that redefine sustainability in rendering operations. By combining innovation with environmental ethics, the industry can truly render change — for the planet and its people.
Looking to Upgrade Odour Control in Your Rendering Facility?
Connect with Elixir Enviro Systems — specialists in designing end-to-end odour management solutions tailored to your process. From advanced scrubbers, biofilters, and hybrid systems to real-time monitoring and wastewater treatment, we ensure performance, compliance, and peace of mind.
Explore more about our Industrial Odour Control and Wastewater Treatment Solutions at www.elixirenviro.in.
FAQs on Odour Control in Rendering Plants
1. What is a rendering plant?
A rendering plant is a facility that processes animal by-products — such as offal, fat, bones, and carcasses — collected from slaughterhouses, butcher shops, supermarkets, and farms. The goal is to convert waste materials into valuable, reusable products like tallow, grease, and bone meal, which are later used in the manufacture of soaps, animal feed (including pet food), fertilizers, and various industrial goods.
2. What are different types of rendering?
Rendering plants are classified into edible and inedible types. Edible rendering plants process clean, food-grade by-products from slaughterhouses and meat processing facilities to produce edible fats like tallow and lard used in food and cosmetics. Inedible rendering plants, on the other hand, handle materials unfit for human consumption—such as carcasses, condemned meat, and offal—to produce non-edible tallow, grease, and meat and bone meal used in animal feed, biodiesel, and industrial applications.
Based on the processing method, rendering can also be categorized as wet rendering and dry rendering. Wet rendering uses steam or hot water to separate fat from solids, yielding higher-quality fat but consuming more energy and water. Dry rendering involves heating materials without water and separating fat mechanically—an energy-efficient process suited for inedible rendering but with stronger odour emissions. Plants may also operate in batch or continuous modes, depending on scale and production demand. Together, these variations define how rendering plants operate to balance efficiency, product quality, and environmental control.
3. What causes odour in rendering plants?
Rendering plants generate odour from the decomposition of animal by-products such as fat, blood, and offal. During processes like cooking, drying, and storage, gases containing hydrogen sulfide (H₂S), amines, and volatile organic compounds (VOCs) are released. Without proper control, these emissions can cause strong, unpleasant odours and environmental complaints.
4. What are the most effective odour control technologies for rendering plants?
The most effective odour control systems combine biological and chemical treatment methods. Technologies like biofilters, biotrickling filters, and chemical scrubbers remove odourous gases efficiently. In many facilities, hybrid systems — combining biological and non-biological units — achieve up to 99% odour removal efficiency, ensuring regulatory compliance and community satisfaction.
5. How do biofilters help in odour control?
Biofilters use naturally occurring microorganisms to degrade odorous compounds into harmless by-products such as water and carbon dioxide. They are highly effective against amines, mercaptans, and reduced sulfur compounds, offering 85–95% odour removal efficiency. Biofilters are also sustainable, low-maintenance, and ideal for continuous operation in rendering facilities.
6. What are hybrid odour control systems?
Hybrid odour control systems integrate multiple technologies—such as chemical scrubbers with biofilters, or biotrickling filters with chemical scrubbers, Thermal systems & Biological units—to handle diverse odour compounds. This multi-stage treatment ensures maximum odour removal efficiency and consistent air quality, even in high-load rendering operations.
7. How does Elixir Enviro Systems help rendering plants manage odour?
Elixir Enviro Systems provides custom-engineered odour control solutions specifically for rendering plants. Their systems include biofilters, chemical scrubbers, biotrickling filters, and hybrid combinations that effectively remove H₂S, ammonia, VOCs, and amines. Elixir also offers onsite monitoring, wastewater odour treatment, and pilot studies to ensure optimal performance and long-term sustainability.
8. Why is odour control important for sustainability and ESG compliance?
Effective odour control demonstrates a rendering plant’s commitment to environmental, social, and governance (ESG) principles. By reducing air emissions, improving workplace and community health, and ensuring transparent environmental performance, rendering facilities strengthen their sustainability credentials and public trust.
9. How can rendering facilities upgrade their existing odour control systems?
Facilities can upgrade by integrating advanced hybrid systems, adding real-time monitoring units, or improving air capture and ventilation designs. Elixir Enviro Systems offers system audits, performance analysis, and retrofit solutions to enhance odour removal efficiency and reduce operational costs.
Odour Control in Mixed Waste Composting Plants: Indian Context and Global Practices
Introduction
Municipal solid waste (MSW) composting is an important way to manage the large amount of organic waste in India, where organic matter makes up 60 to 70% of total waste. This process turns organic materials into nutrient-rich compost, providing a sustainable waste management option. However, composting produces smelly compounds that can create environmental and public health issues, especially in India’s crowded urban areas. The use of mechanical equipment like trommels, belt conveyors, and large reception pits in Indian composting facilities makes odour emissions worse due to more waste handling and exposure. Effective control of odours is essential for successful operations and community support. This document details the characteristics of mixed waste in India, identifies key odorous compounds, outlines Indian regulations for odour control, describes global odour control practices, explores odour control technologies, and highlights effective strategies.
Characteristics of Mixed Waste in India
Municipal solid waste in India consists of 60 to 70% organic material. This includes food waste, vegetable peels, garden trimmings, and other biodegradable items. The rest includes recyclables such as paper, plastic, glass, and metals, along with hazardous household waste like batteries, paints, and chemicals, as well as inert materials such as sand, grit, and construction debris. The waste has a high moisture content, often over 50%, due to wet organic waste like kitchen scraps. It also has a low calorific value of 800 to 1,000 kcal/kg, which makes composting a better option than thermal processing. The quick breakdown of the organic part, along with the high moisture and poor airflow, leads to anaerobic conditions. This creates unpleasant smells during decomposition, especially in large pits where waste is stored before processing.
Odorous Compounds in Mixed Waste Composting
The decomposition of organic matter in MSW composting generates various odourous compounds due to microbial activity under varying oxygen conditions. Key compounds include:
- Volatile Organic Compounds (VOCs): These include alcohols (e.g., ethanol), aldehydes (e.g., acetaldehyde), and ketones (e.g., acetone),. They form when carbohydrates and proteins break down and create strong, solvent-like smells.
- Ammonia (NH₃): Released during the decomposition of nitrogen-rich materials such as food waste and manure, ammonia produces a sharp, irritating odour, especially in high-pH environments.
- Hydrogen Sulfide (H₂S): Formed under low-oxygen conditions, hydrogen sulfide emits a characteristic rotten egg smell. This odour is common in poorly aerated compost piles or reception pits.
- Mercaptans: Organic sulfur compounds such as methyl mercaptan produce a strong, skunk-like odour, resulting from the anaerobic breakdown of proteins.
- Volatile Fatty Acids (VFAs): Compounds such as acetic, propionic, and butyric acids are produced during anaerobic fermentation, contributing to sour or rancid odours.
- Amines: Compounds like trimethylamine, derived from protein degradation, produce fishy or ammonia like smells.
These compounds are released during waste handling, preprocessing (e.g., trommel screening, conveyor transport), and storage in reception pits, requiring targeted odour control measures.
Indian Regulations for Odour Control in MSW Composting
The Ministry of Environment, Forest and Climate Change (MoEF&CC) notified the Solid Waste Management Rules, 2016, which regulate the management of MSW in India for urban agglomerations, census towns, notified industrial townships, and other such areas. Major provisions for odour control are:
- Source Segregation: The regulations require source segregation of waste into biodegradable, non-biodegradable, and hazardous types in order to minimize contamination, enhance quality of compost, and reduce odour-generating substances. For example, plastics and metals can be used to hold moisture, forming anaerobic micro-environments that release volatile fatty acids (VFAs), hydrogen sulfide (H2S), and mercaptans to some but not the only cause of odour production.
- Standards for Processing: Urban local governments (ULBs) need to set up composting or bio-methanation plants for biodegradable waste, with controlled conditions to restrict odours. Plants must have sanitary conditions and control emissions properly.
- Standards of Quality for Compost: Schedule II defines standards for compost so that it is free from harmful substances, indirectly controlling odours by encouraging good processing practices.
- Monitoring and Compliance: ULBs should report to the Central Pollution Control Board (CPCB) by April 30 of every year about compliance with waste treatment and odour control. The CPCB compiles these reports for the Central Government on or before December 15 every year.
- Environmental Protection: The regulations focus on avoiding environmental pollution, such as odour release, through handling and processing waste appropriately. Treatment facilities with over 5 metric tonnes of waste per day must be approved by the State Pollution Control Board (SPCB) and must have provisions for odour control.
The technical guidelines of the CPCB suggest aeration, control of moisture, and technologies such as biofilters to control odours. Inconsistent follow-up due to financial limitations, infrastructural constraints, and lack of awareness leads to ongoing odour issues, especially in centres with big reception pits. Nevertheless, it is practically difficult to control the odour with the change in process only.
Global Odour Control Practices in MSW Composting Facilities
Globally, MSW composting facilities use process optimization and advanced technologies to manage odours, especially in systems with mechanical equipment and reception pits:
- Process Optimization: Maintaining aerobic conditions through aeration (e.g., aerated static piles with blowers) and controlling moisture levels (50–60%) minimize anaerobic decomposition. Source separation and mechanical screening reduce contaminants, improving feedstock quality and reducing odours. For reception pits, forced aeration and rapid turnover are essential.
- Technological Interventions: Enclosed systems like in-vessel composting contain odours, while air treatment technologies capture and treat emissions from preprocessing and pits. Enclosed trommels and conveyors with negative-pressure systems are standard in developed countries, with extracted air treated using various technologies.
Odour Control Technologies
Biological Odour Control Units
Biological systems use microbial activity to break down odorous compounds. They provide cost-effective and sustainable solutions:
- Biofilters: These systems use organic materials to absorb and break down VOCs, ammonia, and H2S. They achieve 85 to 95% odour removal efficiency. Biofilters work well for treating air from enclosed trommels, conveyors, and reception pits. They need moisture control for the media and require media replacement every 3 to 5 years.
- Biotrickling Filters: These use synthetic packing materials that get irrigated with nutrient-rich liquid to support the breakdown of pollutants by microbes. They effectively handle high concentrations of ammonia and H2S, reaching 90 to 98% removal efficiency. Their compact design makes them suitable for enclosed preprocessing areas. However, they require a constant supply of water and nutrients, which increases costs.
- Bio-scrubbers, These systems channel odorous air through a liquid medium filled with microorganisms that break down pollutants. They achieve 80 to 90 percent efficiency for water-soluble compounds like ammonia. Bioscrubbers can handle high odor loads, but they need a lot of energy for air and liquid circulation. They also require a dedicated water treatment system, which limits their use in places with limited resources.
Non-Biological Odour Control Units
Non-biological systems are utilized for pungent smells or where biological systems are unavailable:
- Chemical Scrubbers: Wet scrubbers utilize chemical solutions (sodium hydroxide, sulfuric acid) to neutralize ammonia and H2S with 85–95% removal efficiency. They can be used in reception pit and preprocessing air but require expensive chemical inputs and maintenance.
- Activated Carbons Filters: These adsorb VOCs and other odor-causing compounds and, when used alone or in combination with biofilters, are 90–99% effective. They are suitable for polishing biologically treated air but need frequent replacement, so they are expensive.
- Thermal Oxidation: Burning of the malodourous gases at elevated temperatures (800–1200°C) with almost complete odour annihilation. Used in large plants where a lot of odour is generated but is energy intensive and generates secondary emissions, so usage is limited.
- Plasma Technology: Non-thermal plasma systems use high-energy electrons to break down odorous molecules, achieving 85–95% efficiency. They are emerging technologies suitable for compact facilities but are costly and require technical expertise and are generally comes with very expensive annual maintenance cost for the electrode replacement and thereby higher operational costs, limiting the use in large facilities.
Combination Treatments for Odour Control
Combining odour control technologies enhances efficiency and addresses a broader range of compounds:
- Biofilter + activated carbon filter: Biofilters deliver primary VOCs, ammonia, and H2S treatment with 85–95% removal, and polishing the remaining odours using activated carbon filters to 95–99% total efficiency. This occurs in enclosed trommel and reception pit plants with optimal cost and performance.
- Biotrickling Filter + Chemical Scrubber: Biotrickling filters remove high levels of ammonia and H2S (90–98% efficiency), and chemical scrubbers remove remaining acid or alkaline gases, 95% total efficiency. It is suitable for high-odour-load plants but increases the cost of operations.
- Biofilter + Thermal Oxidation: This combination is generally used in facilities having separate streams of odour with extremely high intensity odour and moderate indensity odour. the high intensity odour is treated in the thermal oxidation stage as this will reduce high dependence on the secondary fuel, achieving near-complete removal. Whereas the odour from the moderate sources will be handled in Biofilters (85–95% efficiency). This is used in large-scale facilities with stringent regulations but is energy intensive.
- Chemical scrubber + Activated Carbon Filter: Ammonia and H2S are scrubbed out by chemical scrubbers (85–95% effective), with the best removal with activated carbon filters for VOCs, providing 95–99% total effectiveness. This is appropriate for plants with multiple odour sources but is costly in terms of replacement requirements for chemicals and carbon.
These blends are designed according to the character and volume of the odour of the plant, with air from trommels, reception pits, and conveyors blown to the main treatment unit (e.g., biofilter) and then to a secondary unit (e.g., activated carbon) for further removal.
Elixir Enviro Systems: Your Partner in Odour Control for Composting Plants
At Elixir Enviro Systems, we specialize in designing and delivering comprehensive odour control solutions tailored for municipal solid waste (MSW) composting plants across India. With deep domain expertise in biological air treatment and solid waste handling, we offer:
✅ Biological Odour Control Units
- Biofilters: Engineered for high odour removal efficiency (85–95%), ideal for reception pits, trommels, and conveyor enclosures. Our biofilters use specially selected media for longer lifespan and consistent performance.
- Biotrickling Filters: Compact and highly effective for treating high concentrations of ammonia and H₂S, with up to 98% removal efficiency. Designed for enclosed preprocessing zones and pit ventilation systems.
- Bioscrubbers: Liquid-phase biological systems for high-load applications, particularly effective in treating water-soluble odorous compounds.
✅ Non-Biological & Hybrid Systems
- Chemical Scrubbers: High-efficiency wet scrubbers for tough odour streams, especially from reception pits and shredders.
- Activated Carbon Filters: For VOC polishing and secondary treatment stages, especially useful after biological filtration.
- Hybrid Systems: Combining technologies like Biofilter + Carbon Filter or Biotrickling Filter + Chemical Scrubber for comprehensive odour coverage across all process stages.
✅ Comprehensive Services
- Odour Mapping & Onsite Assessment: We conduct detailed odour audits and dispersion modeling to identify emission hotspots and quantify odour loads.
- Custom System Design & Turnkey Execution: From engineering to commissioning, we provide end-to-end odour control system solutions customized to plant layout, budget, and odour profile.
- Annual Maintenance & Performance Monitoring: Our AMC services include media replacement, efficiency testing, and performance tuning to ensure regulatory compliance and system longevity.
Conclusion
Odour control in mixed waste composting plants is a serious concern in India because of high organic load, non-segregation, high moisture, and use of mechanical systems like trommels, conveyors, and large reception pits. Segregation, effective processing, and emission control are mandated under the Solid Waste Management Rules, 2016, but the gaps in implementation persist because of non-availability of resources. Significant odourous compounds like VOCs, ammonia, H2S, mercaptans, VFAs, and amines are released during handling of wastes, and specific interventions like enclosed preprocessing, aeration, and pit management are necessary. Internationally, technologies like in-vessel composting, biological systems (biofilters, biotrickling filters, bioscrubbers), and non-biological systems (chemical scrubbers, activated carbon filters, thermal oxidation, ozone treatment, plasma technology) are useful in odour control, and combination treatments enhance efficiency. For India, using low-cost biological technologies like biofilters, along with better segregation, pit aeration, and enclosing mechanical systems, may improve odour control and support sustainable composting operations.
FAQ
Q1: Why does municipal solid waste composting produce strong odours?
Municipal solid waste composting involves the decomposition of high-moisture, organic-rich waste. Under anaerobic conditions—often caused by poor aeration or excess moisture—this generates volatile organic compounds (VOCs), ammonia, hydrogen sulfide (H₂S), volatile fatty acids (VFAs), and other malodorous gases.
Q2: What are the main sources of odour in Indian composting plants?
The key sources include large reception pits with poor ventilation, trommel screening equipment, and open conveyor systems. These areas facilitate anaerobic conditions and release odorous compounds during waste handling and storage.
Q3: What is the best odour control technology for MSW composting in India?
Biological systems like biofilters and biotrickling filters are the best in cost terms for Indian conditions. They provide high odour removal efficiency (85–98%) with relatively lower running cost, especially when combined with appropriate enclosures and pit aeration systems.
Q4: Are Indian composting plants required to control odour under law?
Yes. The Solid Waste Management Rules, 2016, control odour by proper segregation of waste, standards for processing, and measures for controlling emissions. A permission from the State Pollution Control Boards is required for plants with more than 5 metric tonnes per day with special provisions for odour control.
Q5: Can process adjustments alone eliminate odour emissions?
No. While process improvement like aeration and moisture control reduces odour formation, odour formation cannot be eliminated. Effective odour control relies on the application of a combination of biological or chemical treatment processes, equipment enclosures, and efficient management of sound reception pits.
Controlling Odour from Milk, Ghee and Dairy Processing: A Complete Guide
Introduction
In the dairy industries maintaining a clean hygienic and Odour free environment is critical not only for regulatory compliance but also for employee health and brand image. From milk pasteurization to ghee carification, each stage in dairy processing can emit various smell that, if left unchecked can cause discomfort , environmental concerns and even neighbour complaints. This blog guides you to explore the cause of odour in dairy, milk and ghee processing plants and effective strategies to control and eliminate them.
Why Odour Control Matters in Dairy Plants
Dairy processing involves the handling of large amounts of organic materials such as raw milk, cream, curd and butter, which are subjected to spoilage and fermentation. If not managed properly, the by-products of these processes can lead to the release of unpleasant smells. Here’s why odour control should be a top priority:
- Compliance with Environmental Norms: Pollution control boards across many countries mandate odour management as part of environmental compliance.
- Community Relations: Plants located near residential areas need to ensure they do not disrupt the local environment.
- Employee Health and Morale: Persistent foul odours can reduce workplace satisfaction and may even lead to health complaints.
- Brand Reputation: An unpleasant smell near your processing unit can negatively impact your brand image and consumer trust.
What Causes Foul Smell in Dairy and Ghee Factories?
Understanding the sources of odour helps in deploying targeted solutions. Some of the most common odour sources in a dairy or ghee processing facility include:
1. Raw Milk Storage
Psychrophilic (bacteria with optimal growth rate below 15°C) and Mesophilic (bacteria with optimal growth rate between 20-40°C) bacterial growth can make the milk processing plant smell awful. This happens, If the milk is stored for extended periods at improper temperatures, it can ferment and can produce sour or putrid odours.
2. Pasteurization and Heating Processes
The heating of milk and cream releases volatile organic compounds (VOCs) that contribute to strong smells, especially during ghee production. Also improper processing like Overheating butter during clarification can cause burnt odours, while incomplete removal of milk solids can lead to spoilage-related smells.
3. Whey and Sludge Disposal
Whey, a by-product of curd and cheese making, contains organic matter that decomposes quickly. Improper disposal leads to foul smells.
4. Spillage and Floor Cleaning
Milk spills or leftover residue on floors can rot and produce odour if not cleaned thoroughly.
5. Wastewater Treatment
Effluents containing milk solids, fats, and detergents from cleaning-in-place (CIP) systems can create anaerobic conditions, emitting hydrogen sulfide and other gases.
Effective Odour Control Strategies
Managing odour in dairy processing plants requires a multi-pronged approach combining engineering, chemical, and biological controls. Here are some proven strategies:
1. Proper Housekeeping and Hygiene Practices
- Regular cleaning schedules
- Immediate cleanup of spills
- Use of cleaning agents
2. Ventilation and Air Filtration
- Air quality management is critical to prevent airborne contamination. High-efficiency particulate air (HEPA) filters, with 99.97% efficiency for 0.3-micron particles, can remove microbial contaminants
- Installing air curtains in high-odour zones
- Installation of exhaust fans to ensure air circulation
3. Enclosed Processing Units
Whenever possible, ensure that odour-generating processes like ghee clarification or cheese ripening are enclosed and equipped with fume extraction systems. Also its always better to use the enclosed crate washing units and so on to avoid the spillage milk speading all over and acting as a fugitive source of odour.
4. Biological Treatment Systems
These eco-friendly systems use microbial activity to neutralize odours.
✅ Biofilters (Cocofil™ or Organic Media)
A mixture of coconut husk, compost, and soil traps and degrades VOCs biologically. These are perfect for continuous, low-concentration odour sources.
✅ Bioscrubbers
In this setup, odourous air is washed with water in a tower where bacteria are suspended. The scrubbing media absorbs odourous gas, and which is later transferred to an aeration-based treatment unit. At this aeration tank the microbes digest compounds like H₂S and ammonia and making it odourless compounds. This liquor is later circulated again in the absorption/scrubbing column to as a continuous system.
✅ Biotrickling Filter
In this setup, odourous air is passed through a column where the microbes are attached on a packing medium like in the trickling filter. Unlike trickling filter, which is used for wastewater treatment, here the case of biotrickling filter, air is being treated. Similar to that in the scrubber, the mass transfer of odourous2 compounds first happens from waste gas to the liquid that is being trickled over the media containing bacteria. Then the compounds gets taken up by the bacteria from the liquid and neutralize them.
All the above systems are low-maintenance, energy-efficient, and are highly effective for odour control.
5. Chemical Scrubbers
Ideal for point-source odours with high gas concentrations. Here, odourous air is passed through a packed column or spray scrubbers where it reacts with acid/alkali solutions.
✅ Acid Scrubbers
Used for ammonia control (uses acidic solution as scrubbing liquid)
✅ Alkaline Scrubbers
Used for hydrogen sulfide and other acid gas control (alkaline solutions are used as scrubbing liquid).
Always include mist eliminators to prevent chemical carryover.
6. Activated Carbon Filters
These are compact, plug-and-play systems that adsorb odourous gases using porous carbon media. Suitable for:
- Packaging rooms
- Ghee storage areas
- Smaller plants or urban units
They offer high removal efficiency and minimal maintenance, making them a popular choice.
7. Composting and Sludge Management
Instead of letting organic waste rot in open containers, convert it into compost or manage it through covered anaerobic digestion tanks.
8. Odour Mapping and Monitoring
Managing odour effectively starts with knowing when, where, and how it’s being released. One of the smartest ways to do this is by using real-time odour mapping and monitoring with advanced sensor technology.
By placing sensors and data loggers in key areas around the facility, plant operators can keep an eye on odour levels, spot unusual changes, and identify problem spots quickly. This steady flow of data helps teams take action early—before odour becomes a regulatory issue or leads to complaints from the community.
How Oizom Helps with Odour Monitoring
Oizom (www.oizom.com), a leader in environmental monitoring, provides innovative tools like Polludrone and Odosense to tackle odour challenges. These smart, IoT-enabled devices are designed to accurately detect a variety of odourous gases, including hydrogen sulfide (H₂S), ammonia (NH₃), methane (CH₄), and VOCs, giving operators the insights they need to stay ahead of potential problems.
Environmental and Legal Compliance
In India and many other countries, dairy processing units—including those producing milk, curd, butter, and ghee—must adhere to stringent odour emission norms laid out by their respective Pollution Control Boards. The Central Pollution Control Board (CPCB) and State Pollution Control Boards (SPCBs) have specific environmental guidelines aimed at minimizing nuisance odours that can affect local communities. To stay on the right side of regulations, facilities need to run regular environmental audits, keep current records of their emissions and cleanup efforts, and work with certified experts in odour control. Why go through all that? Because staying compliant doesn’t just help avoid fines or legal trouble—it also builds public trust and shows that the company genuinely cares about the environment.
What Can Elixir Enviro Systems Do for Odour Control in Dairy Plants?
Elixir Enviro Systems is a leading name and pioneer in India in industrial odour control, providing end-to-end solutions that help dairy processing units stay compliant, efficient, and community-friendly. With extensive experience in managing odour emissions across diverse industries, Elixir offers specialized services tailored for dairies, milk processing units, and ghee manufacturing plants, where organic waste, fermentation processes, and effluent treatment systems often result in strong and persistent odours.
Our offerings include:
- Odour Assessments & Dispersion Modelling – Site-specific odour studies using advanced modelling tools to identify emission sources and predict odour spread.
- Custom-Engineered Odour Control Systems – Design and installation of biofilters, chemical scrubbers, and activated carbon units specifically suited to dairy-related emissions.
- Turnkey ETP Upgrades & Sludge Handling – Enhancing existing effluent treatment plants to reduce odour-causing compounds and improve sludge management.
- Layout Optimization & Engineering Support – Smart facility design and airflow optimization to prevent fugitive emissions and reduce odour hotspots.
- Ongoing Monitoring & AMC – Real-time odour monitoring, annual maintenance contracts.
With over 1 million m³/hr of treated air capacity across India, Elixir Enviro Systems is the trusted partner for sustainable, scalable, and proven odour control in the dairy industry.
Conclusion
Odour control in dairy, milk, and ghee processing plants is not a luxury—it’s a necessity. Persistent odours don’t just affect your plant’s environment; they can compromise employee health, community relations, and compliance with environmental regulations. A proactive, well-engineered odour management strategy enhances operational efficiency, reduces legal risk, and strengthens your brand’s reputation.
Elixir Enviro Systems helps dairy processors take odour control from an afterthought to a core operational priority. With industry-specific expertise, cutting-edge technologies, and end-to-end support, we empower your facility to operate cleaner, safer, and more sustainably.
📞 Need help with odour control at your facility?
Partner with Elixir Enviro Systems to implement reliable, compliant, and sustainable odour control solutions tailored to your dairy operations.
👉 Contact us today
📧 Email: info@elixirenviro.in 🌐 Visit:www.elixirenviro.in
FAQs
1. What causes foul odours in dairy and ghee processing plants?
Foul odours can result from the fermentation of spoiled milk (raw material handling), heating of fats (processing), waste accumulation, whey disposal, and inefficient cleaning processes. Also, wastewater treatment plant collection tanks and headworks creates big odour nuisance issues. In many places, the emissions from the spray drying column also creates huge odour nuisance. In short, the odour from dairy can be the following places
- Raw milk storage tanks
- Milk spillage and floor washings
- Ghee clarification and fat separation
- Whey disposal units
- Effluent treatment plant (ETP) including the Sludge handling units
- Storage of expired or rejected dairy products
- Cleaning-In-Place (CIP) system discharges
2. How is odour measured in dairy plants?
Odour perception is subjective but measurable using sensory and instrumental techniques. Commonly detected smells in dairy operations include sour milk, rotten eggs (hydrogen sulphide), rancid butter, and ammonia-like scents. Odour monitoring includes both qualitative and quantitative approaches:
- Sensory methods: Human olfactometry (e.g., dynamic dilution olfactometry)
- Chemical analysis: Gas chromatography-mass spectrometry (GC-MS), H2S meters
- Real-time sensors: Ammonia, VOC, and sulphide detectors
- Odour dispersion modelling: Using tools like AERMOD or CALPUFF to predict impact
3. What are the key odourous compounds in a dairy?
Several key compounds are responsible for malodour in dairy operations:
- Hydrogen sulphide (H₂S): Produced in anaerobic environments
- Volatile fatty acids (VFAs): Resulting from the decomposition of milk solids
- Ammonia (NH₃): Released from protein breakdown and cleaning agents
- Methyl mercaptan and dimethyl sulphide: Emitted from ghee and fat residues
- Skatole and indole: Found in biological waste streams
4. What are operational optimization strategies for odour control in Dairy industries?
Operational changes can significantly reduce odour:
- Preventing anaerobic conditions in wastewater holding tanks
- Immediate treatment of whey and curd waste
- Reducing fat/protein accumulation in drains
- Optimising Clean-in-Place (CIP) systems to avoid residue build-up
- Segregation of high-strength waste streams
5. How to Reduce Odour from Milk and Ghee Manufacturing Units
Use enclosed heating systems, make sure the area is well-ventilated, and use air scrubbers or odour-neutralizing products. Keeping the space clean and removing waste regularly also makes a big difference.
6. Are there eco-friendly solutions for odour control?
Yes, Biofilters, Biotrickling filters, Bioscrubbers and plasma ionization are sustainable, environmentally friendly options that effectively neutralize odours. Generally, the Biological systems such as Biofilter, Biotrickling filters and Bioscrubbers turns out to be the lowest lifetime cost system. Require low energy and offer high removal efficiency for H2S and VOCs
Key considerations:
- Media selection and life span
- Moisture and pH control
- Prevention of clogging and biomass overgrowth
7. What are the best Practices for Dairy Units
- Conduct odour audits and risk assessments regularly
- Install containment and ventilation systems at emission points
- Automate cleaning processes to reduce manual handling and spillage
- Provide odour complaint registers and response protocols
- Use odour control units such as Biofilters or other technologies and maintain them well.
8. What are the challenges in odour control from dairy
- Variability in odour emission sources, this can be easily managed by well-engineered Odour Control Unit (OCU).
- High capital and operational cost for advanced systems; Capital (CAPEX) is a requirement for any OCU to be in place. Operation expense (OPEX) can be minimized by selecting the right technology; for instance the biological system.
- Inconsistent odour perception among stakeholders; to an extent it can be controlled by designing a well designed system wherein the odour perception outside the boundary become next to impossible.
- Lack of trained personnel for system operation. This is true for complex systems like thermal oxidation, cold plasma systems and so on. The biological system, generally require minimal or no requirement of operation personal.
- Integration with legacy plant designs. This is true especially for the plants with minimal land availability. Otherwise, integration of OCU to the plant design in not at all a challenge.
9. Can odour control improve compliance with regulations?
Absolutely. Most environmental boards require odour management plans, and effective odour control helps meet these compliance standards
Odour Control in Fish and Shrimp Feed Manufacturing: Strategies for a Cleaner Production Process
Introduction
The fish and shrimp feed manufacturing industry plays a vital role in aquaculture, providing essential nutrition for farmed species. However, one of the major challenges faced by feed producers is odour emissions during processing. Strong, unpleasant odours can arise from raw materials like fishmeal, fish oil, and other protein-rich ingredients, leading to environmental concerns and potential regulatory issues.
Effective odour control is crucial not only for maintaining a healthy work environment but also for ensuring compliance with environmental regulations and fostering good community relations. In this blog, we will explore the sources of odour in fish and shrimp feed production and discuss practical strategies to mitigate them
Common Sources of Odour in Fish and Shrimp Feed Manufacturing
1. Raw Materials
- Fish Meal: Made from whole fish or fish byproducts; has a strong, pungent odour due to the presence of volatile nitrogen compounds like trimethylamine.
- Shrimp Shell meal: Often contains chitin, protein residues, and fats that decompose quickly and emit foul smells.
- Other Marine Ingredients: Algae, krill, squid, and crustacean byproducts all contribute to the distinctive odour due to high protein and oil content.
- Animal Fats and Oils: These can oxidize and emit rancid smells.
2. Processing Stages
- Grinding and Mixing: Releases dust and odorous particles from protein-rich materials.
- Cooking/Extrusion: High temperatures volatilize amines, sulfur compounds, and fatty acids, leading to a cooked or burnt protein smell.
- Drying: Moisture evaporation carries volatile organic compounds (VOCs) into the air, intensifying odour.
- Cooling and Packaging: Residual heat and exposed feed particles can continue to release odours if not quickly cooled or sealed.
3. Storage and Waste Handling
- Spoiled Raw Materials: Decomposition of ingredients in storage can produce ammonia, hydrogen sulfide, and VOCs.
- Wastewater and Solid Waste: Effluents from wash water and organic solids (like sludge or leftover ingredients) decay and emit unpleasant odours.
4. Microbial Activity
Bacteria and fungi acting on proteins and fats in raw materials and waste streams produce odorous compounds such as:
- Ammonia
- Hydrogen sulfide
- Volatile fatty acids
- Putrescine and cadaverine (from protein decay)
Environmental and Community Impact of Odour in Fish and Shrimp Feed Manufacturing
Odour emissions from fish and shrimp feed manufacturing plants are a significant environmental concern affecting air quality and local communities. These odours, mainly caused by volatile organic compounds (VOCs) and nitrogenous compounds released during processing, contribute to air pollution and can lead to frequent community complaints. Persistent and strong odours from aquafeed production can also negatively impact local biodiversity by disturbing nearby ecosystems and sensitive wildlife.
Effective odour control in fish feed manufacturing not only reduces these environmental impacts but also helps improve relations with surrounding communities. By managing odour emissions proactively, feed manufacturers can prevent complaints, avoid costly fines, and reduce the risk of legal action. Strong odour management practices enhance a company’s reputation and demonstrate a commitment to sustainable and responsible aquaculture production.
Regulatory Framework and Compliance for Aquafeed Odour Control
The fish and shrimp feed manufacturing industry must comply with strict environmental regulations related to odour emissions and air pollution control. In India, agencies like the Central Pollution Control Board (CPCB) enforce standards for odour limits and air quality that feed producers must meet. Globally, regulations from bodies such as the United States Environmental Protection Agency (EPA) and the European Union (EU) provide guidelines for industrial odour control and emissions management in aquafeed production.
Compliance with these odour regulations is essential for legal operation and plays a vital role in corporate social responsibility (CSR) and sustainability reporting. Meeting regulatory requirements helps aquafeed manufacturers avoid penalties, ensures operational continuity, and supports environmental stewardship goals. Integrating advanced odour control technologies and following regulatory frameworks enable companies to reduce volatile organic compounds (VOCs) and improve air quality, fostering sustainable fish and shrimp feed production.
Proven Odour Control Strategies in Aquafeed Production
To address these challenges, manufacturers can adopt the following strategies:
1. Optimize Raw Material Handling
- Proper Storage: Store fish meal and oil in sealed, temperature-controlled environments to minimize oxidation and VOC release.
- Quality Control: Use fresh, high-quality raw materials to reduce the presence of odorous compounds.
- Inventory Management: Implement first-in, first-out (FIFO) systems to prevent spoilage.
2. Install Odour Control Systems
- Biofilters: These use microorganisms to break down odourous compounds. They are cost-effective and environmentally friendly for treating exhaust air from processing areas.
- Scrubbers: Wet scrubbers can neutralize odours by passing exhaust gases through a liquid solution, capturing VOCs and amines.
- Thermal Oxidizers: For high-odour loads, thermal oxidizers burn off volatile compounds, converting them into less harmful substances like carbon dioxide and water.
3. Enhance Processing Techniques
- Low-Temperature Processing: Use lower temperatures during drying and extrusion to reduce the release of volatile compounds.
- Enclosed Systems: Design processing equipment with enclosed systems to contain odours and direct them to treatment units.
- Ventilation: Install high-efficiency ventilation systems to capture and treat odourous air before release.
4. Waste Management
- Effluent Treatment: Treat wastewater and processing byproducts promptly to prevent odor generation. Anaerobic digesters can convert waste into biogas, reducing odour and generating energy.
- Regular Cleaning: Clean equipment and storage areas regularly to prevent residue buildup, which can contribute to odours.
5. Monitor and Maintain
- Odour Monitoring: Use sensors to detect and measure odour levels in real-time, allowing for quick adjustments to control systems. Electronic noses and gas sensors such as Odosnese of Oizom provide continuous monitoring, enabling rapid response to odour spikes.
- Maintenance of Equipment: Regularly maintain odour control systems like biofilters and scrubbers to ensure optimal performance.
Case Study: How Elixir Enviro Systems Helped a Shrimp Feed Plant Achieve 4 OU/m3 at outlet
A leading shrimp feed manufacturer with a production capacity of 400 tons per day was facing persistent and intense odour emissions at its facility. The primary raw materials—fishmeal, fish oil, soybean meal, vitamins, and minerals—generated strong, fishy odours, particularly during cooking, drying, and cooling phases. Additional odour sources included the grinder unit and material conveying systems.
The company approached Elixir Enviro Systems Pvt. Ltd. for an end-to-end odour control solution. After a detailed site audit and airflow assessment, Elixir designed and installed a high-performance odour abatement system consisting of:
- Dust scrubbers to remove particulates and pre-condition the exhaust air
- Two high-rate Ultrafil biofilters in parallel to biologically treat odourous compounds like trimethylamine, diamines, and ammonia
- A blower system rated at 75,000 CMH, equipped with a Variable Frequency Drive (VFD) for optimal flow control
The system was engineered to handle a process airflow of 75,000 CMH, blending hot air from the dryer and directing it efficiently into the biofilters. Performance testing revealed a remarkable odour removal efficiency with final odour concentration at the outlet measuring just 4 OU/m3 (Odour Units), when tested using field olfactometry—well below industry standards
💡 Outcomes:
- ✅ Extremly high odour reduction, ensuring environmental compliance
- ✅ Drastic improvement in workplace air quality
- ✅ Fewer complaints from neighbouring communities
- ✅ Enhanced brand reputation and community relations
- ✅ System designed for scalability and long-term operational efficiency
This successful implementation not only eliminated odour-related complaints but also helped the client align with environmental norms, boosting their sustainability credentials.
Elixir Enviro Systems – Experts in Aquafeed Odour Control
If you’re seeking reliable odour control solutions for fish and shrimp feed manufacturing, Elixir Enviro Systems is your trusted partner. We specialize in industrial odour treatment, wastewater management, and biofiltration systems for factories and processing plants.
With years of experience, Elixir offers complete turnkey solutions—from design and installation to testing and long-term maintenance. Whether your facility requires wet scrubbers, biofilters, regenerative thermal oxidizers (RTOs), or real-time odour monitoring systems, Elixir has you covered.
Why Choose Elixir Enviro?
✅ Pioneer in Industrial Odour Control in India
✅ Largest player in India, treating about 1 Million cubic meters of air per hour
✅ Experts in aquafeed manufacturing odour control
✅ Custom solutions tailored to your industrial odour challenges
✅ In-house R&D and advanced simulation tools
✅ Onsite odour audits and pilot testing for optimized solutions
✅ Solutions designed to meet all local and global environmental regulations
Our expertise and innovative technology ensure your facility operates with minimal odour impact while maintaining productivity and compliance
Conclusion
As the aquafeed industry continues to grow, so does the responsibility to operate sustainably and sensitively—especially when it comes to odour emissions. Effective odour control in fish and shrimp feed manufacturing is not just about meeting regulations; it’s about protecting the health and well-being of plant workers, maintaining good relationships with surrounding communities, and upholding your company’s environmental integrity.
By implementing smart engineering controls, modern treatment technologies, and best operational practices, facilities can significantly reduce their odour footprint while improving overall efficiency and compliance.
At Elixir Enviro Systems, we specialise in designing and delivering tailored odour control solutions that work—from raw material intake to final air discharge. Whether you’re upgrading an existing system or planning a new facility, we’re here to help you create a cleaner, safer production environment.
📞 Ready to tackle odour challenges at your aquafeed plant?
💬 Contact Elixir Enviro Systems today for expert consultation, onsite assessment, or a custom solution that meets your regulatory and operational goals.
FAQ
Q1: Why is odour control important in fish and shrimp feed manufacturing?
Odour control helps reduce environmental pollution, ensures compliance with regulations, protects worker health, and maintains good relations with nearby communities.
Q2: What are the main sources of odour in aquafeed production?
Odour mainly originates from raw materials like fishmeal and shrimp meal, processing stages (grinding, cooking, drying), storage of raw materials and waste, and microbial activity breaking down organic compounds.
Q3: Which technologies are effective for odour control in feed plants?
Common technologies include biofilters, wet scrubbers, thermal oxidizers, enclosed systems, and advanced ventilation combined with real-time odour monitoring.
Q4: How can wastewater treatment help with odour control?
Treating wastewater and organic solids promptly prevents decomposition that generates odours. Methods like anaerobic digestion reduce odours and produce useful biogas.
Q5: How often should odour control equipment be maintained?
Regular maintenance is essential and should be conducted based on manufacturer guidelines and site-specific needs to ensure continuous effective performance.
How to Manage Odour in Pet Food Manufacturing: Proven Technologies & Regulatory Insights
Introduction
The pet food manufacturing industry has grown significantly in recent years, driven by increasing pet ownership and demand for high-quality, specialized pet nutrition. However, one of the persistent challenges in this sector is managing odours generated during production. The processing of animal proteins, fats, and other organic materials creates volatile organic compounds (VOCs), sulfur compounds, and amines, which produce strong, often unpleasant odours. These odours can affect worker safety, community relations, and regulatory compliance. Effective odour control is thus critical for operational success, environmental responsibility, and maintaining a positive public image.
This article explores the sources of odours in pet food manufacturing, their impact, and the technologies and strategies available for effective odour management. It also examines Regulations, industry best practices, and emerging innovations, providing a comprehensive guide for manufacturers seeking to mitigate odour-related challenges.
What Causes Odours in Pet Food Manufacturing?
Pet food manufacturing involves several processes that contribute to odour emissions, including raw material handling, cooking, extrusion, drying, and packaging. Understanding these sources is the first step in designing effective control measures.
1. Raw Material Handling
Pet food production often begins with the receipt and storage of raw materials such as meat, fish, poultry by-products, grains, and fats. These materials, particularly animal-based ingredients, can emit odours during unloading, storage, and preprocessing. Decomposition of organic matter, especially if storage conditions are suboptimal, exacerbates the issue.
2. Batching and Grinding
The raw materials or all the ingredients defined based on the formulation of the company, including protein sources such as fishmeal, chicken-meal etc. are grinded along with the other materials. During this time there will be VOC and dust generation, which will be handled in a bag filter. The dust gets trapped in the bag filter but the exhaust air after the bag filter will be having VOCs and that causes odour emission from the process.
3. Cooking
A key process in which animal by-products are cooked at high temperatures (often exceeding 120°C), leading to the release of VOCs, including aldehydes, ketones, and sulfur-containing compounds like hydrogen sulfide (H₂S). These compounds have low odour thresholds, meaning even small concentrations are detectable and potentially offensive.
4. Extrusion and Drying
Extrusion involves mixing, cooking, and shaping pet food under high pressure and temperature. The process releases steam and volatile compounds, contributing to odour emissions. Drying, used to reduce moisture content in kibble or treats, further volatilizes organic compounds, releasing them into the exhaust air.
5. Packaging and Storage
While less intense, odours can also arise during packaging if residual volatile compounds are released from freshly processed products. Improperly sealed storage areas may allow odours to escape into the surrounding environment.
Why Odour Control Matters in the Pet Food Industry
Odour emissions from pet food manufacturing have wide-ranging implications:
- Community Relations: Facilities located near residential areas often face complaints from neighbors about unpleasant smells. Persistent odours can strain relationships with local communities and harm a company’s reputation.
- Regulatory Compliance: Many countries have strict regulations governing odour emissions to protect public health and the environment. Non-compliance can result in fines, operational restrictions, or legal action.
- Worker Health and Safety: Prolonged exposure to odorous compounds, especially those like H₂S, can pose health risks to employees, including respiratory irritation and headaches.
- Environmental Impact: Some odorous compounds contribute to air pollution or greenhouse gas emissions, necessitating control to align with sustainability goals.
Given these impacts, effective odour control is not just a technical necessity but a strategic priority for pet food manufacturers.
Regulations Governing Odour Emissions
Odour regulations vary by region but generally aim to limit nuisance and protect air quality. In the United States, the Environmental Protection Agency (EPA) and state-level agencies enforce standards under the Clean Air Act, which may include limits on VOCs and hazardous air pollutants (HAPs). Facilities must also comply with local zoning laws and nuisance ordinances.
In the European Union, the Industrial Emissions Directive (2010/75/EU) sets guidelines for managing emissions, including odours, from industrial processes. Member states often have additional requirements, such as Germany’s Technical Instructions on Air Quality Control (TA Luft), which specify odour thresholds.
In Australia, the Environmental Protection Authority (EPA) in each state regulates odour emissions, often requiring facilities to conduct odour impact assessments and implement control measures. Similar frameworks exist in Canada, where provincial governments oversee compliance.
Pet food manufacturers must stay informed about applicable regulations and engage with regulatory bodies to ensure compliance. This often involves monitoring emissions, modeling odour dispersion, and reporting to authorities.
Top Odour Control Technologies for Pet Food Manufacturing
A range of technologies is available to control odours in pet food manufacturing, each suited to specific processes and compounds. These can be broadly categorized into physical, chemical, and biological methods, often used in combination for optimal results.
1. Physical Methods
- Ventilation and Containment: Proper ventilation systems capture odorous air at the source, preventing it from escaping into the environment. Capturing Fugitive emissions, especially from the extruder area, Enclosed processing areas and negative pressure systems help contain emissions.
- Adsorption: Activated carbon filters adsorb VOCs and odorous compounds from exhaust streams. These systems are effective for low-concentration odours but require regular replacement of carbon media.
- Thermal Oxidation: Thermal oxidizers and catalytic oxidizers combust VOCs at high temperatures, converting them into carbon dioxide and water. Regenerative thermal oxidizers (RTOs) are energy-efficient options widely used in pet food facilities.
- Condensation: Cooling exhaust gases condenses volatile compounds into liquid form, reducing odour emissions. This method is often used in saturated air treatment. Also used in pet food manufacturing plants having rendering plants for the raw material pre-treatment.
2. Chemical Methods
- Scrubbers: Wet scrubbers use water or chemical solutions (e.g., sodium hydroxide or Acids or chlorine dioxide or combination of other chemicals) to neutralize and remove odorous compounds like H₂S and amines. Packed-bed scrubbers are particularly effective for high-intensity odours.
- Ozonation: Ozone generators oxidize odorous compounds, breaking them down into less offensive molecules. This method is suitable for treating exhaust air but requires careful control to avoid ozone-related health risks and to destruct the unused ozone after the treatment, as ozone has it own distinctive smell and also due to its high Global Warming Potential (GWP).
3. Biological Methods
- Biofilters: Biofilters use microorganisms to degrade odorous compounds in a bed of organic material. They are cost-effective and environmentally friendly, ideal for treating large volumes of low-concentration odours.
- Bioscrubbers: Similar to wet scrubbers, bioscrubbers use a liquid medium containing microorganisms to break down odorous compounds. They are compact and effective for continuous operation.
- Biotrickling Filters: These combine elements of biofilters and bioscrubbers, using a synthetic medium irrigated with water to support microbial activity. They are highly efficient for treating sulfur compounds.
Best Practices for Pet Food Manufacturing Odour Management
Beyond installing control technologies, pet food manufacturers can adopt operational and strategic practices to minimize odours:
1. Process Optimization
- Temperature Control: Lowering cooking temperatures where possible reduces the release of volatile compounds.
- Material Handling: Prompt processing of raw materials and proper storage to avoid decomposition and odour generation.
- Cleaning Protocols: Regular cleaning of equipment and processing areas minimizes residual organic matter that can produce odours.
2. Facility Design
- Enclosed Systems: Designing facilities with enclosed processing units and sealed transfer systems reduces fugitive emissions.
- Stack Height and Placement: Exhaust stacks should be tall enough to disperse odours above ground level and positioned away from residential areas to minimize impact.
- Buffer Zones: Maintaining a distance between facilities and sensitive receptors (e.g., schools, homes) reduces odour complaints.
3. Monitoring and Modeling
- Odour Sampling: Regular sampling and analysis of emissions using olfactometry or gas chromatography identify problem areas and verify control effectiveness.
- Dispersion Modeling: Software tools like AERMOD or CALPUFF predict how odours will spread, helping manufacturers assess their impact on nearby communities.
- Real-Time Sensors: Electronic noses and gas sensors such as Odosnese of Oizom provide continuous monitoring, enabling rapid response to odour spikes.
4. Community Engagement
- Transparency: Communicating with local communities about odour control efforts builds trust and reduces complaints.
- Odour Logs: Encouraging residents to report odour incidents helps manufacturers correlate emissions with weather conditions or operational issues.
- Public Tours: Inviting community members to visit facilities demonstrates commitment to environmental stewardship.
5. Training and Maintenance
- Employee Training: Educating workers on odour control systems and best practices ensure consistent operation and early detection of issues.
- Preventive Maintenance: Regular inspection and servicing of scrubbers, oxidizers, and biofilters prevent malfunctions that could lead to odour releases.
Elixir Enviro Systems – Experts in Pet Food Odour Control
If you’re looking for reliable pet food odour control, Elixir Enviro Systems is your trusted partner. We specialize in industrial odour treatment, wastewater management, and biofiltration systems for factories and processing plants.
With years of experience, Elixir offers complete solutions—from design and installation to testing and maintenance. Whether your facility needs scrubbers, biofilters, RTOs, or real-time odour monitoring, we’ve got you covered.
Why Choose Elixir Enviro?
✅ Pioneer in Industrial Odour Control in India
✅ Largest player in India having treating about 1 Million cubic meter of air each hour
✅ Experts in pet food manufacturing odour control
✅ Custom solutions for industrial odour problems
✅ In-house R&D and simulation tools
✅ Onsite odour audits and pilot testing
✅ Solutions that meet all local and global regulations
Visit www.elixirenviro.in to learn more or contact us for a custom consultation on odour control for your facility.
Conclusion
Odour control in the pet food manufacturing industry is a multifaceted challenge requiring a combination of advanced technologies, operational best practices, and community engagement. By understanding the sources of odours—raw materials, batching-Grinding, extrusion, and wastewater—manufacturers can deploy targeted solutions like scrubbers, biofilters, and oxidizers. Regulatory compliance, worker safety, and environmental sustainability further underscore the importance of effective odour management.
As industry continues to grow, so too will the need for innovative, cost-effective, and eco-friendly odour control strategies. Manufacturers that invest in these solutions will not only mitigate risks but also strengthen their reputation as responsible corporate citizens. By prioritizing odour control, the pet food industry can ensure a harmonious coexistence with communities and a sustainable future for pet nutrition.
📌 FAQ Section
Q1. What causes odour in pet food manufacturing?
A: Odours are primarily caused by raw material handling, grinding & batching of ingredients, extrusion, drying, and improper wastewater management. These processes release VOCs, sulfur compounds, and amines.
Q2. How can odour emissions be controlled in pet food factories?
A: Odour control can be achieved using technologies like biofilters, wet scrubbers, regenerative thermal oxidizers (RTOs), and proper ventilation systems. Process optimization and regular maintenance also play a crucial role.
Q3. Are odour control systems mandatory for pet food manufacturers?
A: In many regions, yes. Regulatory bodies like the US EPA, EU’s Industrial Emissions Directive, and local environmental agencies require odour emissions to be controlled and monitored. Other locations around the globe mostly have nuisance law, meaning if the neighborhood complains, the factory might need to shut down until the issue is rectified. Considering this, the cost of installation of the Odour Control Unit surpasses the disadvantages of legal penalties, factory-closures and poor neighborhood relationships.
Q5. What role does Elixir Enviro Systems play in odour control?
A: Elixir Enviro Systems offers turnkey odour control solutions tailored to pet food manufacturing, including biofilters, scrubbers, oxidizers, and real-time monitoring. They also provide audits and pilot testing to ensure effectiveness.
Composite Without Compromise: Odour Control in GRP, SMC, and FRP Vessel Manufacturing
Proven Strategies to Keep Emissions and Nuisance Odours in Check
1. Introduction
Composite vessels made from FRP, GRP, and SMC are the backbone of many industries—offering unmatched strength, corrosion resistance, and design flexibility. But behind these advanced materials lies a quieter challenge: the odours generated during manufacturing. These emissions, primarily from resin curing and finishing operations, can affect worker health, community relations, and regulatory compliance. In this blog, we explore the sources of odour in composite vessel production and share proven strategies to control them—so manufacturers can deliver high-performance products without compromising air quality or reputation.
2. Understanding the Materials
FRP (Fiber-Reinforced Plastic) refers to a broad category of composites made from a polymer matrix reinforced with fibres such as glass, carbon, or aramid. GRP (Glass-Reinforced Plastic) is a subset of FRP, where the reinforcing fibre is glass. SMC (Sheet Moulding Compound) is a type of pre-impregnated fibre composite, usually consisting of chopped glass fibres and thermoset resins, used in compression moulding. These materials are popular for vessel manufacturing due to their excellent mechanical properties, lightweight nature, and corrosion resistance. However, many of the resins used—particularly polyester and vinyl ester—emit volatile organic compounds (VOCs) like styrene during processing. These emissions are the primary source of odour and present both environmental and health concerns if not properly managed. Let’s first dive into little more details on each material.
A. GRP: Definition and Composition
GRP (Glass Reinforced Plastic) is a composite material composed of glass fibres, such as E-glass or S-glass, embedded in a plastic resin matrix, typically polyester, vinyl ester, or epoxy. The term emphasizes the use of glass fibres as the primary reinforcement, making GRP a specific subset of fibre-reinforced composites. It is widely chosen for its balance of strength, corrosion resistance, and affordability.GRP offers good mechanical strength, excellent corrosion resistance, and moderate stiffness, though it is heavier than carbon-based composites. It is cost-effective and ideal for large structures like storage tanks, pressure vessels, pipes, and marine vessels such as boat hulls. GRP is commonly used in industries like water treatment, air pollution control, chemical storage, oil & gas, and marine applications due to its durability and resistance to harsh environments.
B. SMC: Definition and Composition
SMC (Sheet Moulding Compound) is a composite material made of chopped glass fibres (typically 25-50 mm long) mixed with a thermosetting resin, usually polyester, along with fillers like calcium carbonate and additives. Supplied as mouldable sheets, SMC is designed for compression moulding, enabling the production of complex shapes with consistent thickness and high-quality surface finishes.SMC provides good mechanical strength, dimensional stability, and an excellent surface finish, but its shorter, chopped fibres result in lower strength compared to continuous-fibre composites like GRP for high-load applications. It is well-suited for smaller, intricate components such as covers, enclosures, automotive panels, or small tanks, where high-volume production and aesthetic quality are priorities. SMC is less common for large vessels due to its structural limitations, being that said, many companies have come up with designs with steel supports making the SMC panel tanks suitable for somewhat larger applications as well.
C. FRP: Definition and Composition
FRP (Fiber Reinforced Plastic) is a broad category of composites that includes any type of fibreglass, carbon, aramid, or basalt—embedded in a plastic resin matrix. GRP is a type of FRP when glass fibres are used, but FRP also encompasses high-performance fibres like carbon or aramid. This versatility allows FRP to be tailored for a wide range of applications, from general-purpose to specialized uses.FRP’s properties vary by fibre type: glass-based FRP (like GRP) offers corrosion resistance and moderate strength, carbon-based FRP provides a high strength-to-weight ratio and stiffness, and aramid-based FRP excels in impact resistance. Glass-based FRP is used for tanks and pipes, like GRP, while carbon or aramid-based FRP is employed in aerospace, automotive, high-pressure vessels, and advanced marine structures like aircraft components or high-performance yachts. FRP’s cost ranges from affordable (glass) to expensive (carbon/aramid), depending on the fibre and manufacturing process.
3. Why Odour Control Matters
Odour control in FRP/GRP manufacturing is far more than a matter of comfort—it’s a critical aspect of health, safety, and compliance. The Odours are largely caused by VOCs, such as styrene, a common component in polyester and vinyl ester resins. Prolonged exposure to styrene and similar compounds can lead to respiratory issues, neurological symptoms, and other health problems for workers. Additionally, regulatory agencies worldwide impose strict limits on VOC emissions to safeguard air quality and public health. Non-compliance can result in significant fines and legal challenges. Beyond regulations, persistent Odours can strain relationships with neighbouring residents and businesses, potentially damaging a company’s reputation. Effective Odour management, therefore, is essential for worker well-being, regulatory adherence, and maintaining community goodwill.
4. Odour Issues Specific to Each Material
The manufacturing of GRP (Glass Reinforced Plastic), SMC (Sheet Moulding Compound), and FRP (Fiber Reinforced Plastic) vessels involves processes and materials that can release odorous compounds. The primary sources of odours stem from the resins, solvents, and additives used, as well as specific manufacturing techniques. Below is a detailed breakdown of the odour sources for each material, organized by material type.
A. GRP Vessel Manufacturing: Odour Sources
GRP vessels are made using glass fibres and thermosetting resins (e.g., polyester, vinyl ester, or epoxy) through processes like hand lay-up, filament winding, or resin transfer moulding (RTM). Odour sources include:
(i) Resins (Styrene Emissions):
- Polyester and vinyl ester resins, commonly used in GRP, contain styrene, a volatile organic compound (VOC) with a strong, sweet, and pungent odour. Styrene is released during resin mixing, application, and curing, especially in open-mould processes like hand lay-up or spray-up.
- Epoxy resins, while less odourous than polyester, may still emit mild chemical smells during curing.
(ii) Solvents and Thinners:
- Solvents like acetone or toluene are used to clean tools or thin resins, releasing sharp, chemical odours. These VOCs evaporate quickly, contributing to workplace odours.
(iii) Curing Agents and Catalysts:
- Catalysts like methyl ethyl ketone peroxide (MEKP), used to initiate resin curing, have a strong, acrid odour. Improper handling or mixing can amplify these emissions.
(iv) Open-Mold Processes:
- Processes like hand lay-up or spray-up expose wet resin to air, increasing the release of styrene and other VOCs. These methods are more odour-intensive compared to closed-mould processes like RTM.
(v) Dust and Fumes:
- Cutting or grinding glass fibres during preparation or finishing generates dust with a faint, musty smell. Post-curing trimming or sanding of GRP parts can release resin fumes and fine particulate matter, adding to the odour profile.
B. SMC Vessel Manufacturing: Odour Sources
SMC is a pre-mixed composite of chopped glass fibres, polyester resin, fillers, and additives, moulded into sheets and compression-moulded under heat and pressure. Odour sources are generally less intense than GRP due to the closed-mould process but still significant:
(i) Resins (Styrene and Other VOCs):
- SMC uses polyester resins containing styrene, which emits a pungent odour during the compounding stage when resin is mixed with fibres and fillers. However, since SMC is pre-mixed and stored as sheets, styrene emissions are more controlled compared to GRP open-mould processes.
(ii) Additives and Fillers:
- Additives like low-profile agents (to reduce shrinkage) or thickeners (e.g., magnesium oxide) may release mild chemical odours during mixing or moulding. Fillers like calcium carbonate are odourless but can contribute to dust-related smells.
(iii) Compression Moulding:
- During moulding, heat (typically 120-150°C) is applied, causing residual styrene or other VOCs in the SMC to volatilize, releasing a warm, chemical odour. Closed moulds reduce emissions compared to GRP’s open processes, but some odour escapes during Mould opening.
- Use of mould release agents with distinct chemical odours.
(iv) Solvents for Equipment Cleaning:
- Acetone or other solvents used to clean moulds or tools emit sharp, chemical smells. These are less frequent than in GRP manufacturing but still contribute to odours.
(v) Post-Moulding Finishing:
- Trimming, drilling, or sanding SMC parts can release mild resin fumes and dust with a faint, chemical, or musty odour, especially if the material is not fully cured.
C. FRP Vessel Manufacturing: Odour Sources
FRP encompasses a broad range of composites, as an umbrella category, FRP includes both GRP and SMC, but also other forms like carbon-reinforced or aramid-reinforced plastics, or other fibres, using resins like polyester, vinyl ester, or epoxy. Odour sources depend on the fibre and process but overlap with GRP for glass-based FRP:
(i) Resins (Styrene and Epoxy Emissions):
- For glass-based FRP (equivalent to GRP), styrene from polyester or vinyl ester resins is the primary odour source, with a strong, sweet smell during mixing, application, and curing.
- Epoxy resins, common in carbon or aramid FRP, emit milder, chemical odours during curing, often described as less pungent than styrene but still noticeable.
(ii) Solvents and Cleaning Agents:
- Acetone, toluene, or other solvents used for cleaning tools or preparing surfaces release sharp, chemical odours. These are common across all FRP types, especially in hand lay-up or filament winding.
(iii) Curing Agents:
- Catalysts like MEKP for polyester resins or amines for epoxy resins have strong, acrid odours. Amine-based hardeners in epoxy systems, used for carbon/aramid FRP, can produce ammonia-like smells during curing.
(iv) Manufacturing Processes:
- Open-mould processes (e.g., hand lay-up for glass FRP) release more styrene and VOCs than closed-mould methods (e.g., RTM or autoclave curing for carbon FRP). Autoclave curing, used for high-performance FRP, contains odours better but may still release epoxy fumes when moulds are opened.
- High-temperature curing (e.g., in autoclaves for carbon FRP) can volatilize resin components, producing warm, chemical odours.
(v) Fiber-Specific Odours:
- Glass fibres in FRP generate dust with a musty smell during cutting or sanding, like that of GRP.
- Carbon or aramid fibres produce less dust but may release faint, burnt, or chemical odours during machining or if overheated during curing. These are minimal compared to resin-related odours.
5. Odour Control Strategies
The manufacturing of GRP (Glass Reinforced Plastic), SMC (Sheet Moulding Compound), and FRP (Fiber Reinforced Plastic) vessels involves resins, solvents, and additives that release odourous volatile organic compounds (VOCs), notably styrene from polyester resins. These odours, described as pungent or chemical, can affect worker health, community relations, and regulatory compliance. Effective odour control strategies are essential to mitigate these emissions, improve workplace safety, and adhere to environmental standards. The odour control strategies are categorised into two – process/product specific odour control strategies with respect each product and End of pipe solutions applicable for all the three products. First, we will cover few tailored strategies for each material, focusing on ventilation, material selection, process optimization, and followed by end-of-pipe solutions or advanced filtration methods.
A. GRP Vessel Manufacturing
(i) Ventilation and Air Extraction Systems:
GRP vessel manufacturing frequently employs open-mould techniques such as hand lay-up or spray-up, where styrene-rich polyester resins are exposed to air, resulting in significant VOC emissions. To address this, robust ventilation systems, including local exhaust ventilation (LEV) systems, are critical. These systems are installed at key emission points, such as resin application and curing stations, to capture odorous air. Regular maintenance of these systems prevents resin residue buildup, which could otherwise exacerbate odours, and ensures consistent performance in high-emission environments.
The implementation of ventilation systems not only reduces odours but also enhances workplace safety by minimizing worker exposure to harmful VOCs. For closed-mould processes like resin transfer moulding (RTM), sealing moulds tightly and integrating ventilation at demoulding stages further controls odour escape. These systems can be tailored to facility size, with smaller setups using standalone filtration units and larger plants opting for integrated HVAC solutions.
(ii) Use of Low-Styrene or Alternative Resins:
A proactive approach to odour control in GRP manufacturing involves selecting low-styrene or styrene-free resins to reduce VOC emissions at the source. Traditional polyester resins contain high styrene levels, contributing to strong odours and health risks. Low-styrene polyester resins or vinyl ester resins emit fewer VOCs during curing, significantly decreasing odour intensity. While these resins may increase material costs, they offer long-term benefits, including reduced odour complaints, improved worker safety, and alignment with environmental regulations.
The adoption of alternative resins requires careful consideration of application suitability, as vinyl ester or epoxy resins may have different mechanical properties or curing requirements compared to polyester. Manufacturers must evaluate these factors against the specific needs of GRP vessels, such as corrosion resistance for chemical storage. Pilot testing low-styrene resins can help assess performance without disrupting production. This strategy also supports sustainability goals by reducing the environmental impact of VOCs, making it appealing for facilities aiming to enhance their corporate social responsibility profile.
B. SMC Vessel Manufacturing
(i) Enclosed Mixing and Moulding Processes
SMC manufacturing involves pre-mixing chopped glass fibres with polyester resins and additives to create mouldable sheets, followed by compression moulding in closed systems, which inherently produces fewer odours than GRP’s open-mould processes. To control odours during mixing, enclosed systems with integrated ventilation or extraction units are essential. Automated mixing equipment minimizes styrene release by containing the process, while local exhaust ventilation captures any emissions during material handling. During compression moulding, closed moulds reduce odour escape, but residual styrene may be released when moulds are opened. Installing LEV systems near moulding machines ensures these emissions are captured and treated, maintaining a low-odour environment.
Enclosed processes offer significant advantages, including reduced worker exposure to VOCs and compliance with workplace safety regulations. For facilities producing high volumes of SMC components, such as small tanks or automotive parts, these systems enhance efficiency by streamlining odour control within the production line.
Additionally, Regular cleaning of mixing and moulding equipment prevents resin buildup, which could contribute to persistent odours.
(ii) Post-Curing and Off-Gassing Management
After moulding, SMC vessels may retain residual styrene, leading to odours during storage or use. Post-curing techniques, such as exposing moulded parts to controlled heat in a dedicated chamber, accelerate the off-gassing process, allowing VOCs to be released in a contained environment. This can be achieved using ovens or curing rooms equipped with ventilation systems that direct off-gassed air through and odour control unit (OCU). Alternatively, parts can be stored in well-ventilated off-gassing areas before finishing or packaging, reducing odour levels in the final product.
C. FRP Vessel Manufacturing
(i) Ventilation and Air Extraction Systems:
FRP vessel manufacturing, which includes GRP and other fibres like carbon or aramid, often involves open-mould processes that release significant styrene and other VOCs. Therefore, proper ventilation and air extraction is the key strategy.
(ii) Process Optimization and Enclosure:
Optimizing the manufacturing process for FRP vessels can significantly reduce odour emissions by minimizing solvent use, use of epoxy resins with milder odour and optimising curing times. Selecting faster-curing resins or adjusting formulations to lower styrene content decreases VOC release during production. Enclosing open-mould processes in booths or isolated areas equipped with exhaust systems allows for better control of odorous air, directing it through filtration units before release.
For closed-mould processes like filament winding or pultrusion, ensuring moulds are tightly sealed and equipped with integrated ventilation systems prevents odour escape during curing or demoulding, enhancing overall air quality management. Process enclosures offer dual benefits of odour control and improved production efficiency by reducing material waste and worker exposure to VOCs.
D. End-of-Pipe solutions or Advanced Filtration Systems
Effective odour control combines process optimization, engineering controls, and air treatment technologies. By combining enclosed systems with air treatment, manufacturers can achieve a cleaner workplace and minimize community complaints, particularly in urban settings where facilities are near residential areas.
Advanced air filtration systems are highly effective for removing these compounds from the exhausted air. These filters adsorb styrene and other organic molecules, achieving up to 99.5% reduction in odourous VOCs. Key advanced filtration strategies include:
- Wet Scrubbers: Use water or chemical solutions to absorb and neutralize VOCs.
- Dry Scrubbers: Use dry media (e.g., activated alumina or impregnated pellets) to capture specific compounds.
- Activated Carbon Filters: Adsorb VOCs and odorous gases effectively; ideal for point-source or room-scale filtration. Regular monitoring of filter performance and replacement of saturated carbon are necessary to maintain effectiveness.
- Biofiltration Systems: Especially for larger facilities, biofilters offer a sustainable method for treating air streams by using microbial action to degrade odorous compounds. They are effective for low-concentration, high-volume emissions.
- Regenerative thermal oxidizers (RTOs) or catalytic oxidizers: Are also applicable for large facilities having separate streams for high concentration streams. The system can destroy VOCs through high-temperature oxidation, converting them into carbon dioxide and water. These are generally deployed as standalone units near high-emission areas like spray booths or lay-up stations of large facilities.
Employing these systems can mitigate community complaints by preventing odourous emissions from escaping the facility, which is critical for plants located near residential areas. Another factor which is overlooked in many places are the employee training; Ensuring proper storage, mixing, and application techniques minimizes unnecessary emissions. Implementing these changes requires upfront investment in equipment and process redesign, but the resulting reduction in odour complaints, improved public relations and regulatory penalties offsets these costs and justify the investment. Regular process audits and air quality monitoring ensure that optimizations remain effective, allowing manufacturers to adapt to changing production demands or regulatory requirements while maintaining a low-odour environment.
6. Regulatory and Community Considerations
Odour is not just an operational issue—it’s a community and compliance matter. Many jurisdictions have strict odour and VOC regulations. For example, styrene is a listed hazardous air pollutant (HAP) under U.S. EPA regulations. Manufacturers must monitor emissions and often report to local environmental authorities. In regions like the EU, occupational exposure limits (OELs) and industrial emissions directives (IED) govern VOC discharge. Facilities must demonstrate that Best Available Techniques (BAT) are being used for odour control.
Equally important is proactive communication with the community. Transparent environmental practices and prompt response to concerns build trust and social license to operate.
7. What EES Can Do for FRP/GRP Manufacturers
Elixir Enviro Systems Pvt Ltd (EES) offers specialized odour control solutions tailored to the unique challenges of FRP/GRP manufacturing facilities. Our services and technologies help reduce VOC emissions, improve workplace safety, and ensure regulatory compliance.
🔧 Customised Solutions We Offer:
1. Design of Ventilation systems, Enclosure and Containment Solutions
- Design of proper ventilation systems and its installation.
- Design and installation of enclosed curing booths with integrated emission control.
- Modular systems for retrofitting existing facilities.
2. Process Optimisation Consulting
- Transition support for low-VOC or styrene-free resins.
- Guidance on closed-mould systems and curing environment improvements.
- Process audits to identify and reduce emission hotspots.
3. On-site Services
- Odour Assessment & Mapping: Identify sources and odour dispersion patterns.
- VOC Monitoring & Analysis: Using state-of-the-art instruments.
- Preventive Maintenance & Operator Training: To ensure ongoing system performance and compliance.
4. Odour Control Equipment
- Activated Carbon Filters: For capturing VOCs like styrene.
- Biofilters: Use microorganisms to biologically degrade odorous compounds.
- Chemical Scrubbers: For targeted removal of specific VOCs.
- Thermal Oxidizers: High-efficiency systems that destroy VOCs via combustion.
5. Regulatory Compliance Support
- Emission modelling and simulation for statutory reporting.
- Documentation support for local and international environmental standards.
💡 Why Partner with Elixir Enviro?
- Deep domain knowledge in industrial odour and air quality management
- Proven experience in custom-engineered solutions for composite industries
- Commitment to sustainability, worker health, and community welfare
- Responsive after-sales support and service contracts
8. Conclusion
Controlling odour in GRP, SMC, and FRP vessel manufacturing is not just a regulatory necessity—it’s a mark of modern, responsible manufacturing. By combining smarter material choices, better processes, and effective air treatment systems, companies can uphold product quality while protecting the environment and their communities. The result is a cleaner, more sustainable path forward for the composites industry. Partnering with Elixir Enviro Systems ensures access to industry-leading solutions for effective Odour management.
Waste to Protein, Without the Smell: Engineering Cleaner Insect Meal Plants
Introduction
Insect meal processing is emerging as a sustainable and efficient solution to meet the growing demand for high-protein products, primarily used as feed for animals like fish, pet food and poultry, and sometimes for human consumption. The larvae stage is often targeted due to its high biomass and nutritional value.
In insect meal production, several types of larvae are commonly used due to their high nutritional value and efficiency in converting organic waste into biomass. The most widely used species is the black soldier fly larvae (Hermetia illucens), known for its ability to thrive on a variety of waste materials, including food scraps and manure. These larvae are rich in protein and fat, making them ideal for animal feed, and their frass is also valued as a fertilizer. Yellow mealworms (Tenebrio molitor) are another popular choice, especially in both animal and human food products. They are typically reared on grain-based substrates and have a high protein content with a lower fat profile compared to black soldier fly larvae. Lesser mealworms (Alphitobius diaperinus), or buffalo worms, are smaller but similarly used in poultry and aquaculture feed. Housefly larvae (Musca domestica) have been used for waste decomposition and feed, though they are less common today due to biosecurity concerns. Lastly, silkworm pupae (Bombyx mori), a by-product of the silk industry, are often utilized in insect meal, particularly for fish feed, owing to their high protein content.
Each species varies in terms of rearing requirements and nutritional composition. This different rearing conditions give rise to different levels of odour potential, ranging from the decaying waste to the final frass to the storage and transportation. Irrespective of the species used for the insect meal production, the processing of insect larvae to the meal always have similar line of odour generation. The decomposition of organic waste, microbial activity, and thermal processing contribute to the emission of volatile organic compounds (VOCs), ammonia, and sulfur-based gases, leading to unpleasant smells. These odours can impact worker comfort, community relations, and environmental compliance. To address these concerns, implementing effective odour control solutions is crucial. Being said that the black soldier fly larvae generally associated with stronger odours due to the nature of their feed substrates and metabolic activity.
This article explores the sources of odour in insect meal processing, the challenges they present, and the most effective strategies for odour mitigation.
Why Odour Control Matters in Insect Meal Manufacturing
Odour is a natural byproduct of organic processing, and insect meal production is no exception. The breakdown of insect biomass, drying processes, and fermentation stages can release volatile organic compounds (VOCs) and other odorants. While these smells might not bother the insects, they can be off-putting to nearby residents or workers. Effective odour management not only ensures compliance with environmental regulations but also fosters good relationships with local communities and supports the industry’s reputation as a sustainable solution.
Sources of Odour in Insect Meal Production Plants
Insect meal processing is a highly sustainable source of protein, but it presents significant odour challenges. Understanding the sources of these odours is essential for developing effective control strategies. The primary sources of odour in insect meal production stem from raw material decomposition, insect rearing conditions, processing stages, byproduct treatment, and wastewater management.
1. Rearing Phase (Larvae Growth)
This initial stage involves growing insect larvae—such as black soldier flies, mealworms, or houseflies—on organic substrates. The odours emitted during this phase originate from the feed, the larvae themselves, and microbial activity. Feed substrates play a significant role: organic waste like food scraps or manure decomposes, releasing volatile organic compounds (VOCs) such as ammonia, hydrogen sulfide (with its characteristic rotten egg smell), and short-chain fatty acids like butyric acid, which smells like rancid butter. Grain-based feeds, such as wheat bran or oats, can undergo fermentation or fungal growth, producing odours like alcohols (ethanol) and esters that have fruity or solvent-like characteristics.
Larval metabolism contributes further to the odour profile. Frass—the combination of insect excreta and undigested substrate—produces nitrogenous compounds such as ammonia and amines, which smell sharp, fishy, or decayed. In addition, larvae release hydrocarbons through their cuticles, emitting faint waxy or oily odours. The microbial decomposition of feed, whether through aerobic or anaerobic pathways, generates sulfur compounds like mercaptans and additional organic acids, which amplify the odour intensity and complexity during this stage.
2. Harvesting Phase
During harvesting, mature larvae are separated from their substrate, often through mechanical means. This disruption enhances the release of odorous compounds. Residual wet substrate left behind after separation can undergo anaerobic decomposition, producing intensified sulfurous and putrid smells. Handling live larvae may cause stress responses, leading them to release defensive compounds like aldehydes (which have sharp, green odours) or pheromones that are often musky or acrid, depending on the species.
Cleaning processes during harvesting, such as rinsing the larvae with water or solvents, may dilute some of the odours but can also stir up stagnant, earthy smells from organic residue. The combination of biological and mechanical factors in this phase makes it one of the more dynamic contributors to the odour profile in insect meal production.
3. Processing Phase (Conversion to Insect Meal)
This phase includes the killing, drying, and grinding of larvae into meal. Different killing methods impact odour differently: freezing typically emits minimal odour at first, though thawing may release faint protein breakdown smells. In contrast, heat-based methods like blanching or boiling cause Maillard reactions (browning reactions between proteins and sugars), producing more pronounced roasted, nutty, or even meat-like aromas.
Drying, whether via oven or air, concentrates VOCs by evaporating moisture. This can result in toasted, earthy, or slightly burnt odours—especially if overheating occurs, which can create acrid or charred smells. Grinding the dried larvae into meal releases fine particulates, emitting nutty, hay-like scents. However, if the lipids in the larvae oxidize during this process, particularly in fat-rich species like black soldier flies, they can produce aldehydes such as hexanal, which carry rancid or oily smells.
4. Oil Pressing Phase (Lipid Extraction)
In facilities that separate insect oil from the protein meal—especially with species like black soldier flies—mechanical oil pressing introduces additional odour sources. When pressing is done with heat, or when heat is generated from friction, thermal breakdown of lipids can occur. This leads to the formation of aldehydes, ketones, and volatile fatty acids, producing smells ranging from grassy and paint-like to rancid or sour. If pressing temperatures are too high, acrid or burnt-oil odours may develop.
Oxidation of fats during or after pressing is another key contributor to odour. Rancid, stale-oil-like smells can emerge from unsaturated fats breaking down, particularly if the oil is not processed or stored in an oxygen-limited environment. The residual press cake may still contain fat and moisture, contributing warm, earthy, or slightly sour odours if it is not cooled and dried promptly. Emissions may also arise from hot surfaces and oil collectors, especially in enclosed spaces without adequate ventilation, resulting in a lingering oily or meaty atmosphere.
5. Storage and Packaging Phase
Once insect meal is produced, it is stored and packaged, and these post-processing conditions can influence odour stability. Properly stored dry meal usually has a mild, nutty, or toasted grain-like smell. However, if moisture infiltrates the product during storage, it can support mould growth, leading to musty or fungal odours associated with compounds like geosmin.
Packaging materials can also interact with the meal. For example, VOCs from the insect meal can adsorb onto plastic or paper packaging, subtly altering the perceived odour with synthetic or papery notes. While this phase may seem passive, it can significantly affect product perception, especially in high-value feed or food applications.
6. Wastewater Treatment Phase
Water is used at various stages of insect meal processing—for cleaning larvae, blanching, or cleaning equipment—and all of this generates wastewater rich in organic matter. The treatment of this wastewater introduces another significant odour source.
If anaerobic conditions develop in wastewater holding tanks, collection pits, or equalization tanks, foul-smelling gases such as hydrogen sulfide (H₂S), ammonia, and volatile fatty acids are released. H₂S, in particular, contributes a rotten egg odour that is often the most intense and noticeable. In addition, foaming and surfactant-rich wastewater can carry odorous compounds into the air as aerosols, especially during agitation or aeration in treatment tanks.
Further odours can arise from sludge handling—the thickened solids separated from the wastewater—which may emit earthy, septic, or musty odours, particularly if not properly stabilized or rapidly removed. Without adequate aeration or treatment, wastewater components can be a persistent and site-wide source of offensive odours, particularly in warm climates or enclosed processing facilities. If not treated properly, this wastewater can become a significant source of odour pollution.
Key Odorous Compounds to Monitor
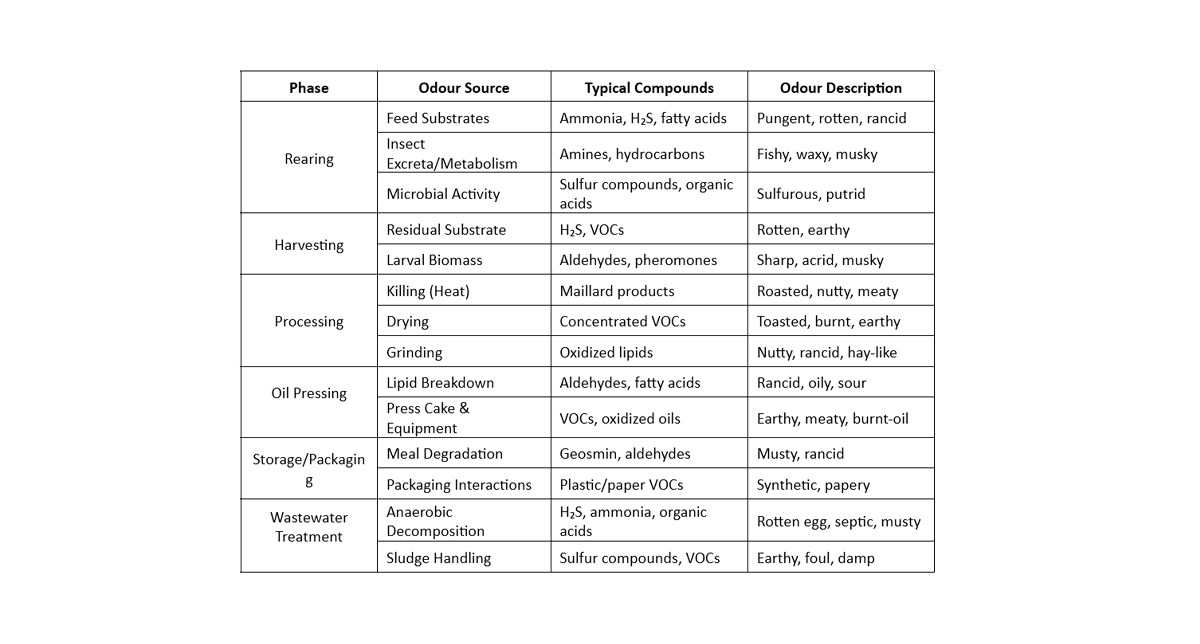
Impact of Uncontrolled Odour
1. Environmental Concerns
Odorous emissions contribute to air pollution and can negatively impact local ecosystems. VOCs and ammonia released into the atmosphere can react with other pollutants, forming secondary air contaminants.
2. Health Hazards
Workers in insect meal plants may experience respiratory discomfort, nausea, and headaches due to prolonged exposure to odours. Strong odours can also lead to reduced air quality in surrounding areas.
3. Regulatory Compliance
Environmental regulations impose strict limits on odour emissions. Failure to comply with these standards can result in fines, operational restrictions, or shutdowns.
4. Community Complaints & Business Reputation
Foul odours can lead to complaints from nearby residents and businesses, potentially damaging the company’s reputation and straining relations with the local community.
Odour Control Strategies for Insect Meal Processing Plants
To mitigate odour challenges, insect meal processing facilities can adopt various control measures. Biofilters and scrubbers can be used to capture and neutralize odorous compounds before they are released into the atmosphere. Proper ventilation systems can help reduce indoor odour buildup. Wastewater treatment processes should be implemented to prevent the accumulation of organic waste that leads to odour formation. Additionally, optimizing rearing conditions by maintaining controlled humidity, aeration, and feed quality can help minimize metabolic odours from insect populations.
Implementing a robust odour control strategy is essential to maintaining air quality, regulatory compliance, and operational efficiency in insect meal processing plants. Below are some of the most effective odour mitigation techniques:
1. Biofiltration Systems
Biofilters are an eco-friendly solution that uses microorganisms to break down odorous compounds like volatile organic compounds (VOCs), ammonia, and hydrogen sulfide (H₂S). The process involves passing contaminated air through a biofilter medium (such as compost, peat, or wood chips), where microorganisms degrade odorous compounds into harmless byproducts like carbon dioxide and water.
2. Chemical Scrubbers
Scrubbers use liquid chemicals to neutralize odour-causing gases. The two main types include:
- Acid Scrubbers: Effective for ammonia removal.
- Alkaline Scrubbers: Target hydrogen sulfide and organic acids. This method is highly efficient for treating large air volumes and removing multiple odorous compounds simultaneously.
3. Activated Carbon Filtration
Activated carbon filters are ideal for adsorbing VOCs and organic odour compounds. These filters trap odorous molecules within the porous carbon structure, effectively neutralizing them before they are released into the atmosphere. This method is particularly effective in handling residual odours after primary treatment.
4. Enclosed Processing & Ventilation Systems
- Enclosed Facilities: Sealing processing areas prevents odours from escaping into the environment.
- Proper Ventilation: Strategic placement of ventilation ducts and air handling systems ensures the efficient capture and treatment of odorous air before release.
5. Thermal Oxidation
Thermal oxidation or combustion-based systems break down odorous gases at high temperatures, converting them into non-odorous byproducts like carbon dioxide and water. Though effective, this method requires high energy consumption and is best suited for large-scale operations.
6. Onsite Odour Monitoring & Control Systems
Real-time odour monitoring technologies such as Oizom (www.oizom.com) help track odour levels and detect problem areas. Implementing automated odour control systems allows plants to adjust treatment processes dynamically based on odour intensity.
Elixir Enviro Systems: Your Partner in Odour Control
Elixir Enviro Systems is the pioneer in industrial Odour Control system provider in India. Have installed odour control unit in various industries such as :
- Biofiltration systems for VOC and odour reduction
- Chemical scrubbers for ammonia and hydrogen sulfide removal
- Advanced air purification technologies
- Onsite odour measurement and regulatory compliance consulting
we provide the best suited odour control systemtailored for each individual cases.
You may Consult Elixir Enviro Systems for for all your odour control and wastewater treatment related enquiries.
Conclusion
Odour control is a critical aspect of operating a successful insect meal production plant. By understanding the sources of odour and implementing a combination of ventilation, filtration, and waste management strategies, plant operators can minimize odour emissions and create a more pleasant working environment. Additionally, investing in odour control technologies not only improves the quality of life for workers and nearby communities but also enhances the overall sustainability and reputation of the insect meal industry.
As the insect meal industry continues to grow, innovative odour control solutions will play a key role in ensuring its long-term success. By prioritizing odour management, insect meal producers can contribute to a cleaner, greener future for animal feed production.
Odour and Emission Control in Technical Rubber Manufacturing Units: A Path Toward Sustainable Operations
Introduction
Ever walked into a rubber manufacturing plant and been hit by that strong, unmistakable smell? If so, you’re not alone. The odour from technical rubber manufacturing isn’t just a nuisance, it’s a complex mix of chemicals, process emissions, and, if left unmanaged, a regulatory and community relations challenge. But here’s the good news: odour control in rubber plants is 100% solvable!
Natural Rubber or processed latex is used in different industrial applications. But generally, it is not directly used. Raw natural rubber has several limitations that make it unsuitable for direct industrial use, especially in applications like tires, gaskets, conveyor belts, and industrial rubber products. Therefore, it undergoes further processing to make it technically fit for most of the industrial applications, making it Natural Technical Rubber (NTR). Technical rubber is important as it ensures consistent performance, improved processability, meets global standard and is sustainable alternative to synthetic rubber.
The key properties of Natural Technical Rubber are the following
- High Elasticity & Resilience – Excellent for shock absorption
- Tear & Abrasion Resistance – Ideal for tires, belts, and seals
- Heat & Aging Resistance – Improved through processing
- Low Impurities – Consistent quality for industrial processing
Different countries have specific grading systems for NTR, commonly known as Technically Specified Rubber (TSR); in India it is known by the name ISNR (Indian Standard Natural Rubber), in Thailand its STR (Standard Thai Rubber), in Malaysia its SMR (Standard Malaysian Rubber) etc. TSR 20 is the most used grade worldwide, primarily in tires, industrial rubber products, and conveyor belts.
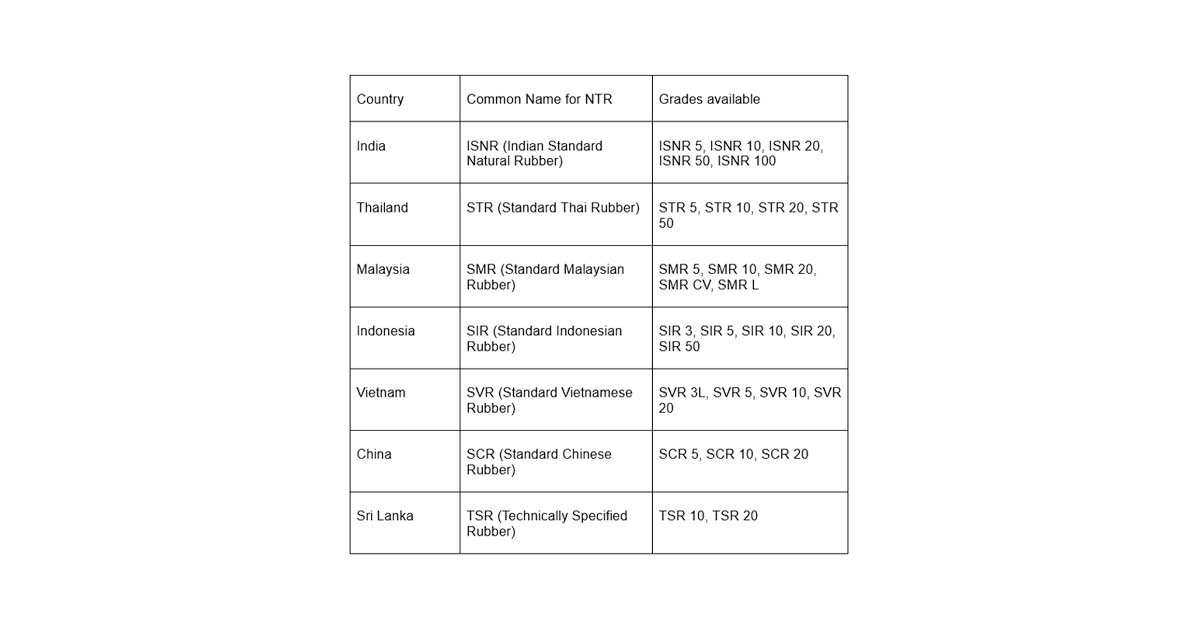
Technical rubber manufacturing supports key industries such as automotive, aerospace, construction, and healthcare. However, one persistent challenge is the emission of strong odours caused by the release of volatile organic compounds (VOCs), sulfur compounds, and other airborne contaminants during processes like vulcanization, compounding, and extrusion.
Odour emission control is essential for regulatory compliance, worker health, and maintaining harmonious community relations. Below, we explore the root causes of odours, the associated challenges, and solutions for effective odour management.
What Causes Odour in Rubber Manufacturing?
- Vulcanization Process: The cross-linking of rubber molecules using sulfur or peroxides releases hydrogen sulfide (H₂S), mercaptans, and other sulfur-containing compounds, which have a strong, unpleasant odour.
- Rubber Compounding: The addition of processing oils, resins, and chemical accelerators can lead to the release of VOCs such as benzene, toluene, and styrene, contributing to odour emissions.
- Mixing and Extrusion: The heating of rubber compounds during mixing and extrusion generates fumes containing hydrocarbons, ammonia, and organic acids.
- Solvent-Based Adhesives: The use of solvents in rubber processing and finishing results in emissions of volatile organic compounds, which can cause odour issues.
- Wastewater Treatment: The presence of organic contaminants and residual chemicals in wastewater can generate odorous gases such as ammonia, hydrogen sulfide, and methane.
Challenges in Odour Control
- Complex Chemical Composition: Odours from rubber manufacturing are caused by a mix of chemicals with varying volatility, making them difficult to capture and neutralize.
- High Temperature Processes: Many rubber processing steps occur at elevated temperatures, which increases the volatilization of odour-causing compounds.
- Regulatory Compliance: Strict environmental regulations require manufacturers to adopt effective odour control measures, necessitating investment in advanced technologies.
- Workplace Safety: Exposure to odorous emissions can cause headaches, nausea, and respiratory irritation, impacting worker health and productivity.
- Community Complaints: Persistent odour issues can lead to complaints from nearby residential areas, potentially resulting in legal and operational challenges.
Effective Odour Control Solutions
1. Process Optimization
- Implementing closed-system processing and efficient material handling techniques can help reduce odour emissions at the source.
- Using low-odour or alternative raw materials in rubber formulation can minimize the release of volatile compounds
2. Activated Carbon Filtration
- Activated carbon filters are highly effective in adsorbing VOCs and sulfur compounds from process air.
- These filters can be installed in ventilation systems to capture odorous gases before they are released into the atmosphere.
3. Biofiltration Systems
- Biofilters use microorganisms to break down odorous compounds into non-volatile byproducts.
- This eco-friendly approach is particularly effective for treating hydrogen sulfide and organic odours from exhaust air streams.
4. Chemical Scrubbing
- Wet scrubbers use chemical reagents to neutralize acidic and basic odorous compounds.
- Commonly used scrubbing agents include sodium hydroxide for acidic gases and sodium hypochlorite for organic odours.
5. Thermal Oxidation
- Thermal oxidizers combust VOCs and odour-causing compounds at high temperatures, converting them into harmless CO₂ and H₂O.
- Regenerative thermal oxidizers (RTOs) improve energy efficiency and are suitable for large-scale rubber manufacturing facilities.
Emission Control = Operational Excellence
For technical rubber manufacturers, effective odour and emission control is no longer just a compliance checkbox — it is part of being a future-ready manufacturer. From regulatory resilience to supply chain credibility to employee satisfaction, clean air initiatives deliver far-reaching operational and business benefits. The best companies aren’t just reacting to complaints; they’re proactively investing in sustainable solutions.
Elixir Enviro Systems’ Role in Odour Control
At Elixir Enviro Systems, we provide customized odour control solutions for technical rubber manufacturing units. Our expertise includes:
- Biofiltration Systems: We design and install biofilters that use natural microorganisms to break down odorous compounds efficiently, ensuring compliance with environmental regulations.
- Chemical Scrubbing: Our advanced wet scrubbers neutralize harmful sulfur compounds and VOCs, reducing odour emissions effectively.
- Activated Carbon Adsorption: We offer activated carbon filtration solutions to capture airborne contaminants and improve air quality in rubber manufacturing plants.
- Odour Monitoring & Assessment: Our onsite odour measurement and assessment services help identify odour sources and recommend targeted control strategies.
- Pilot Studies & Custom Solutions: We conduct pilot studies to evaluate the best odour control technologies for specific industrial processes, ensuring optimal results.
By implementing our innovative and sustainable odour control solutions, rubber manufacturers can achieve regulatory compliance, enhance workplace safety, and improve community relations.
Conclusion
Odour control in technical rubber manufacturing isn’t just about meeting regulations — it’s about creating a safer workplace, protecting the environment, and strengthening your brand’s commitment to sustainable practices. By combining process optimization with advanced treatment technologies, manufacturers can significantly reduce odour emissions and enhance operational performance.
At Elixir Enviro Systems, we specialize in comprehensive, customized odour control solutions for rubber manufacturing and other industrial sectors. From biofilters to chemical scrubbers to advanced monitoring solutions, we help you stay compliant, sustainable, and community-friendly.
Odour Control in Paint Manufacturing: A Critical Element of Sustainable Operations
Paint manufacturing is a vital part of industries such as construction, automotive, furniture, and packaging. While the focus often falls on product quality and production efficiency, odour control is becoming an equally critical priority. With increasing attention on environmental compliance, worker safety, and community relations, managing odour emissions from paint plants is no longer optional — it’s a business imperative.
Paint manufacturing involves the use of various chemical compounds, including solvents, pigments, resins, and additives. These materials often emit strong odours, primarily due to volatile organic compounds (VOCs) released during mixing, drying, and curing processes. The unpleasant odour can affect worker health, community air quality, and regulatory compliance, making odour control a critical aspect of industrial operations.
Sources of Odour in Paint Manufacturing
Odour issues in paint manufacturing facilities originate from various process stages, each contributing distinct volatile organic compounds (VOCs) into the air:
1.Raw Material Handling
Solvents (toluene, xylene, MEK, etc.) used in solvent-based paints are highly odorous. Additives and binders, used to improve paint adhesion, these can emit persistent odours during production. Some pigments contain chemical components that release odour, especially during heating.
2. Mixing, Blending & Milling
High shear mixing releases solvent vapours and uncaptured VOC emissions, especially in poorly ventilated areas. Incomplete sealing of mixers and open transfer systems worsens fugitive emissions.
3.Filling & Packaging
The transfer of paint into containers — especially for solvent-based products — releases a sharp burst of VOCs with every batch.
Cleaning of filling lines contributes to additional solvent odour.
4.Waste Handling & Storage
Leftover paints, solvent-laden rags, and wastewater from equipment cleaning also contribute to odour if not properly managed. Improper storage and disposal of paint waste and raw materials can lead to odour build-up and air pollution.
Why Odour Control Matters for Paint Manufacturers
1. Regulatory Compliance:
Air quality norms related to VOC emissions are tightening globally, with a particular focus on fugitive emissions from industrial processes.
2. Worker Safety:
Exposure to VOCs can cause respiratory irritation, headaches, and long-term health impacts for plant personnel.
3. Community Relations:
Nuisance odour complaints from nearby residents can trigger inspections, fines, and operational restrictions.
4. Brand Reputation:
Sustainable manufacturing is increasingly important to customers and investors — visible efforts to manage emissions contribute to ESG leadership.
Effective Odour Control Strategies:
1. Enclose and Seal Critical Processes
Fully enclose mixing tanks and transfer systems and use of closed-loop solvent handling can eliminate fugitive emissions from open containers.
2. Ventilation and Air Capture
Install local exhaust ventilation (LEV) at mixing, filling, and cleaning stations. Secondly, Designing paint rooms with negative pressure to prevent odours escaping to the outside. Proper ventilation ensures that odorous air does not accumulate in confined spaces. Installing high-efficiency ventilation systems can reduce their impact on workers and the surrounding environment.
3. Advanced Air Treatment Technologies
Depending on the facility size, paint type (water-based vs solvent-based), and regulatory limits, manufacturers can adopt:
a) Activated Carbon Filtration
Activated carbon filters are highly effective in adsorbing VOCs and odour molecules from exhaust air. These systems trap pollutants on the carbon surface, preventing their release into the atmosphere.
b) Biofiltration Systems
Biofilters use microorganisms to break down odorous compounds into non-harmful byproducts like carbon dioxide and water. This eco-friendly solution is ideal for industries seeking sustainable odour control.
c) Chemical Scrubbers
Chemical scrubbers neutralize odours by passing emissions through a chemical solution that reacts with the odour-causing compounds. These are particularly effective for high-intensity emissions found in paint manufacturing.
d) Thermal Oxidisers
A Thermal Oxidiser is essentially a high-temperature combustion chamber that destroys organic contaminants in process air by exposing them to elevated temperatures (typically 750°C to 1100°C) in the presence of oxygen for a defined residence time (usually 0.5 to 2 seconds).
4. Process Optimization & Waste Management
Improving production processes, using low-VOC formulations, Gradually transition to water-based paints where feasible and adopting efficient waste management practices can significantly reduce odour emissions. Use low-odour solvents and reformulate where possible to cut emissions at source. Proper handling, storage, and disposal of raw materials and waste also play a crucial role in odour control.
5. Real-Time Monitoring & Transparency
Install continuous VOC monitors in work areas and at plant boundaries. The use of continuous monitoring equipment and Use this data to proactively engage regulators and local communities, demonstrating environmental responsibility.
Regulatory Compliance & Environmental Responsibility
Environmental regulations on VOC emissions and air quality are becoming stricter worldwide. Paint manufacturers must comply with guidelines set by agencies like the Environmental Protection Agency (EPA), Central Pollution Control Board (CPCB), and local regulatory bodies. Implementing robust odour control solutions ensures compliance while demonstrating corporate responsibility towards environmental sustainability.
Sample case: Odour Control at a Decorative Paint Plant
A leading decorative paint manufacturer in Southeast Asia faced repeated odour complaints from nearby residential areas. Investigations revealed fugitive solvent emissions from open mixing tanks and manual filling operations as the primary source.
Solution Implemented
✅ Transitioned to closed mixing systemswith vapour capture hoods.
✅ Installed local exhaust ventilationat filling lines and solvent handling areas.
✅ Treated exhaust air using a dual-stage system:
- Stage 1: Wet scrubber to capture particulate and water-soluble VOCs.
- Stage 2: Activated carbon filter for residual odours and non-soluble VOCs.
✅ Added fence-line VOC monitors to provide real-time transparency to both regulators and community members.
Result
⚡️ 60% reduction in odour complaints within 6 months.
⚡️ Improved working conditions for staff.
⚡️ Enhanced relationship with regulators and positive media coverage for proactive action.
Why Choose Elixir Enviro Systems for Odour Control?
Elixir Enviro Systems specializes in odour control solutions for paint manufacturing industries, addressing the strong and often hazardous fumes generated during production. Our advanced technologies help industries comply with environmental regulations, improve workplace air quality, and minimize odour pollution.
Our Odour Control Solutions for Paint Manufacturing
1. Chemical Scrubbers – Effectively remove volatile organic compounds (VOCs) and odorous gases from exhaust streams using chemical reactions.
2. Biofilters – Use microbial action to break down odorous compounds naturally, offering an eco-friendly solution.
3. Activated Carbon Filters – Absorb and neutralize paint-related odours, ensuring cleaner air emissions.
4. Ventilation & Air Handling Systems – Optimize airflow and exhaust to prevent the accumulation of harmful fumes.
5. Onsite Odour Assessment & Monitoring – Provide real-time odour analysis to ensure compliance with environmental standards.
Conclusion
Odour control in paint manufacturing is essential for ensuring worker safety, regulatory compliance, and environmental protection. By implementing advanced technologies like biofilters, activated carbon filtration, chemical scrubbers, and ventilation systems, manufacturers can effectively mitigate odour emissions.
In today’s ESG-driven world, effective odour control is not just about regulatory compliance — it’s part of being a responsible neighbour, a safe workplace, and a sustainable brand. As paint manufacturers adapt to stricter emission limits and rising community expectations, investing in advanced odour control will safeguard both reputation and long-term profitability.
If you’re looking for expert odour control solutions for your paint manufacturing facility, Elixir Enviro Systems is here to help. Contact us today for a personalized consultation and cutting-edge solutions to keep your air clean and compliant.
In short, now the odour control from paint industry is Business-Critical