Odour Control in Food Additives (Food Flavour & Fragrance) Manufacturing Industry
Advanced Engineering Strategies for Managing VOCs, Process Vapours & Industrial Odours
Introduction
In flavour and fragrance plants, odour isn’t really a side issue—it comes with the process. When you’re dealing with solvents, reactions, distillation, or even wastewater, some level of smell is almost unavoidable. A lot of it comes from compounds like VOCs or sulphur-based gases, which can be quite noticeable even in small amounts.
The problem usually starts when these smells move beyond the process area. If they’re not contained, they can spread across the facility or even outside, which is where complaints and safety concerns come in.
Most plants don’t rely on just one solution. They try to capture the emissions where they’re generated and then decide how to treat them depending on the type of air stream. Sometimes a simple scrubber is enough, but in other cases biofilters or carbon systems are used. For stronger or more complex emissions, thermal systems are brought in.
There’s no single “perfect” setup. It usually comes down to what the plant is handling and how consistent the emissions are. When it’s done properly though, odour control just becomes part of normal operations rather than something that needs constant attention.
2. What are the Types of Products that Come Under Food Additives and Flavours?

Manufacturers of Indian food flavours, fragrances, and additives work across a wide product portfolio—a single raw extract or aromatic note as well as a unique compounded flavour or fragrance blend. The categories outlined below are based on the spectrum of representative manufacturing activities evident across the Indian F&F sector, and summarize the product-side drivers that give rise to the characteristic odour emissions associated with each.
Product categories that are relevant for odour emissions across Indian F&F facilities are as follows:
- Spice oleoresins and extracts concentrated in capsicum, turmeric (curcumin), ginger, black pepper, cardamom, clove, and cinnamon, retaining high volatile composition following solvent removal
- Distillates of plant material, including mint, eucalyptus, lemongrass, citrus rinds, basil, vetiver, and sandalwood that release vapours upon extraction and/or handling with a range of terpenes
- The synthetic aroma chemicals have odourless or weakly smelly intermediates and by-products, which include: Vanillin, Menthol, Citral, Linalool, Eugenol, Benzaldehyde, Cinnamaldehyde
- Flavour concentrates combined with the food, fermented dairy yeast culture used in application of dairy, bakery, confectionery, beverage, and snack applications are usually dissolved in a volatile solvent for the fermentation process, such as ethanol, propylene glycol, or triacetin.
- Savory, meat and reaction flavours (including hydrolyzed vegetable protein, yeast extracts and process flavours): which release Sulphur- and nitrogen-rich volatiles during thermal reaction stages;
- In unit operations (roasting, grinding, and drying) that are used in the production of seasoning blends, dry and liquid masala mixes spray-dried or encapsulated flavour powders, releasing fine aromatic dust & volatiles
- Natural food colours, for example paprika, annatto, curcumin, carotenoids, and anthocyanins, sometimes co-extracted with aromatic spice volatiles
- Concentrated Fragrance Oils are employed in the manufacture of Soaps, Detergents, Personal Care & Cosmetics, and all House cleaning products, also Incense sticks (Agarbatti), where a huge number of aroma chemicals are concentrated together in every batch
Section 5 of this paper explores the process pathways by which these product portfolios generate odour emissions from their associated processes — including solvent extraction, distillation, reaction chemistry, spray drying blending and storage, and effluent handling.
3. Industry Overview: Food Flavour & Fragrance Manufacturing
3.1 Complex Processes in Industry
Most tastes and scents begin where lab-made molecules meet substances pulled straight from nature. Inside these factories, precise mixes come together using careful cooking, filtering, shifting parts apart, and then stirring new blends. These aren’t your typical chemistry hubs – instead of one path, they juggle oil-born bases alongside delicate herbal essences. Each step is tuned not for volume, but for how something smells or hits the tongue.0
3.2 Product categories with how they are processed
Most food additives come from lab-made processes meant to sharpen flavours, needing careful handling of temperature and cleanliness. Because smell ingredients usually form through several chemical steps, some stages can smell worse than the last one. Even though essential oils count as natural, pulling them out with heat creates strong fumes packed with terpenes and similar airy substances.
3.3 The Smell Contradiction in Food Flavor and Perfume Production
Most people notice how nice the finished products smell. Yet behind that mild scent lies something sharper when making them. Though meant to feel gentle on the skin once done, strong raw materials fill the air early on. What begins as fragrance often ends up needing tight control before it escapes. Contained well, it stays clean. Left unchecked, sweetness turns into a workplace issue.
4. Why Odour Control is Critical
4.1 Environmental Impact and Atmospheric Chemistry
F&F plants contribute odorous emissions, which result in atmospheric loading of VOCs and are linked to photochemical processes that lead to ground-level ozone. In areas of intensive industrial activity, the cumulative effect of emissions can cause severe degradation in air quality.
4.2 Occupational Health and Exposure Risks
F&F plants expose employees to a mixture of organic vapours typical of many industrial plants. Employees can be exposed to irritating compounds, whilst the Health and Safety of such employees can be protected if they are exposed to the effects of some VOCs over extended periods of time.
Some of the main issues that can affect an employee’s health and safety are:
- TLVs and TWAs for some of the components, for example, acetaldehyde, hydrogen sulphide, and ammonia, are 25 ppm, 1 ppm, and 25 ppm, respectively.
- The use of PPE, such as organic vapour respirators, chemical-resistant gloves, and eye protection in exposure zones.
- The entry of employees to spaces such as tanks, pits, and unnatural controls of some air that is heavier than air.
- Some employees that are exposed at an elevated level in a normal manner are part of the biological controls.
Therefore, industrial hygiene and exposure management are inextricably linked to the effective control of odour and therefore should be integrated into the overall framework of Health, Safety and Environment (HSE) of a facility.
4.3 Regulatory Drivers and Compliance Pressure
Ultimately, regulatory bodies refer to odors as one of many measurable parameters in an environment. Compliance no longer regards only mass emission limits. Regulatory bodies now mandate odour concentration, dispersion impacts, and odour complaint resolutions. Hence, more complex methods of management of monitors and controls are now required.
4.4 Community Sensitivity and Business Continuity
Odour complaints are usually the first environmental impacts that surrounding communities become aware of. In some cases, even minimal odour emissions may cause complaints due to the low odour thresholds of such compounds. Reported complaints can often lead to odour-related lawsuits that would adversely impact the operation, relocation, and, most importantly, the expansion of a plant.
5. Primary Odour Sources in food flavour and fragrance Manufacturing
5.1 Solvent Handling and Storage Systems
Since solvent systems are a large component of many processes of F and F, they are inherently tied to the emissions. Since their vapour pressure is high, emissions during the storage and transfer of solvents are constant and, even in a well-designed and well-operated system, small emissions accumulate over time. They are persistent contributions to the overall odour load of the facility.
5.2 Reaction and Synthesis Operations
Chemical synthesis, in and of itself, is not a static process. Many reaction pathways along the synthesis lead to intermediary compounds. Often, the intermediates are more odouriferous than the final product. For that reason, several streams are considered the most critical emissions of the process.
5.3 Thermal Separation Processes
When a system becomes a heating element that increases vapour pressure, along with the condensing systems, and the slip from the condensing systems becomes odour emissions, the systems perpetuate the odour emissions themselves.
5.4 Blending and Formulation Areas
Adding more than one blending operation makes things more complex when multiple measures are present. Volatile compounds have odour profiles that, in their presence, are not simply additive. Often, they have reactions and create even more odour compounds.
5.5 Fugitive Emission Sources
Fugitive emissions are an important yet often underestimated source of odour in F&F facilities. Unlike point sources and stack emissions, fugitive releases happen in:
- Vent systems with flanges, valve packing, and pump seals, especially with high-vapor solvents and specialty chemical aromas
- Open sumps in processing areas, drain channels, and inspection hatches
- Tank vents and pressure relief devices (PRDs) that are not sealed correctly
- Hydraulic drum and IBC filling stations that don’t have an enclosed transfer system
- Raw material vessel bays
To understand and mitigate these fugitive emissions, a comprehensive FEMP with regular leak detection and repair (LDAR), either planned or conducted with portable VOC analysers, is required.
5.6 Effluent Treatment and Biological Processes
Anaerobic areas of wastewater treatment systems can produce odours from the generation of hydrogen sulfide, whereas the breakdown of anaerobically absorbed nitrogen can also result in the generation of odourous nitrogen-containing compounds as a result of emitting and persisting biological odour.
6. Types of Odorous Compounds.
The following table summarizes the main classes of odour-active substances in F&F manufacturing, their sources and usual odour thresholds:
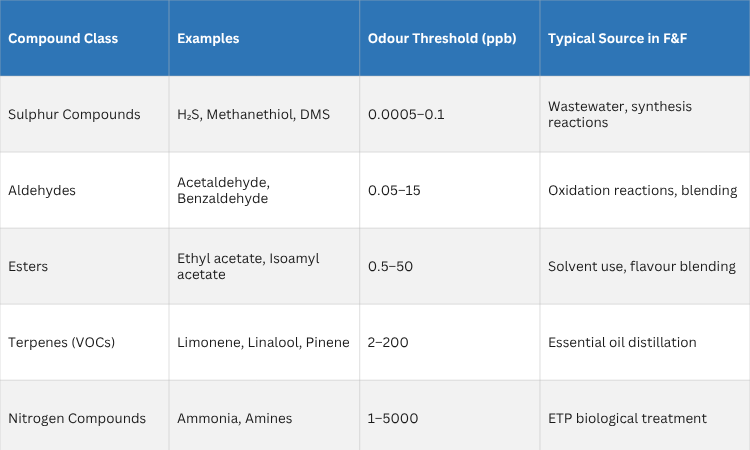
6.1 Volatile Organic Compounds (VOCs)
Odour emissions from most processes are due to the high volatility and abundance of these compounds. The effect of these substances in the air may change due to the interaction of temperature, pressure, and the interaction of systems, and high dynamics in the processes.
6.2 Aldehydes and Reactive Organics
The presence of these substances usually indicates processing of chemicals or use of incomplete chemical reactors as a result of their strong odour intensity, high toxicity, and relatively strong odour-active properties.
6.3 Esters and Aroma Compounds
Esters are important for creating flavors. Problematic concentrations are those present in most industries. They cause odor nuisance even when their pleasant nature is considered.
6.4 Sulphur Compounds and Trace Odourants
Sulphur compounds are important given their extremely low odour thresholds. A small leak is enough for the world to smell. Methanethiol and dimethyl sulphide, for example, can be detected at sub-parts-per-billion concentrations.
6.5 Nitrogen-Based Compounds
Commonly found in wastewater systems, these compounds, as the name suggests, contribute sharp and persistent odours which are of concern and require targeted treatment strategies.
7. Odour Control Technologies and Engineering Solutions
7.1 Capture Systems as the First Line of Defence
The first step in odour control is to capture the emissions at their source. This encompasses the design of hoods, enclosures, and duct systems that stop the free release of emissions while ensuring that the air is directed to the treatment units. Some of the important design strategies include:
- A capture velocity at the hood face between 0.25 and 0.5 m/s for low-activity sources, and between 0.5 and 1.0 m/s for high-activity sources, such as open blending.
- Where feasible, employing enclosing or partial enclosing hoods as they are far better than exterior hoods.
- Designing the ducting systems to transport velocity ranges of 7 to 12 m/s to minimize the risk of condensation and deposition in the duct.
- Reducing the number and length of duct runs such that system resistance and pressure drop in the system are minimized.
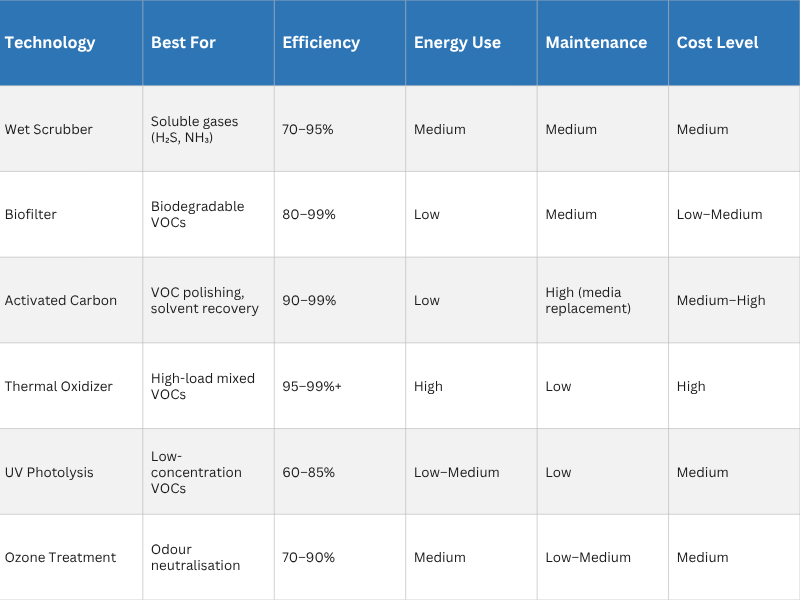
7.2 Treatment Technologies and Their Selection Logic
The following table provides a summary of the main technologies for odour control, the range of activities they are used for, and their operational performance:
7.3 Wet Chemical Scrubbing
Packed-bed wet scrubbers are commonly used for reactive and soluble F&F odour control. Single-stage alkaline scrubbers (NaOH solution) work well for vapour streams containing aldehydes and acids. Dual-stage scrubbers with an acidic scrub for ammonia, followed by an alkaline scrub for sulphur and acid gases, are useful for streams typical of ETP exhausts. Scrubber systems with multiple stages, advanced reagent dosing, and pH-controlled automation can achieve removal efficiencies of between 90-99% for the compounds of concern.
7.4 Biofiltration and Gas Bioscrubbing
Biofilters use packed beds of organic or inert media to house the microbial population that oxidises odour compounds as an energy source. Biofiltration is cost-effective for odour control with high volumetric, low to moderate concentration streams, like the exhaust gases from the blending hall F&F and from the ETP area extraction. Well-designed biofilters can achieve a 90-99% removal of VOCs (Biodegradable esters, alcohols, and terpenes) with very little energy consumption. Probably the best choice for a mixed stream of organic and inorganic compounds, the Biotrickling filter, is preferred due to better process control.
7.5 Solvent Recovery Systems
For F&F facilities that deal with large amounts of solvents, solvent recovery serves as a dual-purpose odour control and economic gain. Recovery systems can consist of:
- Refrigerated condensation – by cooling the vent streams, higher boiling solvents can be captured and condensed, preventing their release to the atmosphere. This is useful for solvents with boiling points higher than 60°C.
- Heat recovery activated carbon adsorption: During the adsorption phase, the carbon bed sorbs solvent vapors. Steam is used for solvent desorption for recovery and is reusable. This method is ideal for ethanol, ethyl acetate, and similar solvents.
- The recovery systems are nitrogen-blanketed: Used in closed-loop systems where exclusion of oxygen is necessary for safety reasons or for the sake of product quality.
Recovered solvents undergo quality assessment before being reintegrated into the system. This enables the application of the necessary capital for control equipment and operation cost recovery.
7.6 Thermal Oxidation
Regenerative Thermal Oxidizers (RTOs) operate by combusting odorous VOK and sulfur compounds at temperatures between 800 – 1,000 °C, and transform them into CO2 and H2O. They have destruction efficiencies of over 99%. RTOs retain 90 – 95% of the heat of combustion, which reduces the operating costs of combustion of high temperature heat. Diathermic uses of thermal combustion units is for high concentration solvents.
7.7 UV Photolysis and Ozone-Based Treatment
Odour molecules can be degraded by short-wave UV light, 185 nm and 254 nm, and photolytic odour destruction UV systems. When used with ozone injection, the oxidation efficiency is considerably enhanced. These odour control devices are employed most effectively for
- Low and medium concentration odour sources from bundled processing sections
- Post-treatment control applications
- Minimizing chemical consumption (e.g. in scrubbers) processes
Keeping ozone levels preferably below the occupational exposure levels (which is usually about 0.1 ppm TWA) odour neutralizing Ozone systems can be used without issue in closing spaces such as storage and filling halls.
7.8 Electronic Nose (e-Nose) and Real-Time Monitoring
Real-time monitoring for early detection of exceeding boundaries for a fast response is a critical component for modern odor management. Crucial technologies include:
- Electronic nose (e-Nose) systems: These systems are cost-effective for continuous monitoring of odor signatures and are deployed at boundaries and fences.
- PID (Photoionisation Detector) instruments: These are used for real-time measurement of total VOCs at a specific processing location and during LDAR.
- Specific gas analysers: These are fixed or portable instruments for H₂S, NH₃, or other specific compounds in areas of great concern.
- IoT-enabled sensor networks: Multi-point sensing networks that integrate into SCADA systems for real-time monitoring and detection, and automatically log regulatory-required data.
7.9 Integrated and Hybrid Systems
No single technology can be used to address all emission types. Many modern plants now utilize hybrid systems that integrate multiple treatment steps for greater operational flexibility and efficiency. For a source capturing F&F Plant, for example, a hybrid configuration could include a wet scrubber for sulphur and ammonia removal, a biofilter for VOCs, and an activated carbon polishing step.
8. System Design, Performance, and Operational Reliability
8.1 Design Methodology
An odour control system requires an understanding of processes, emissions, and the environment. A well-structured design will have the following steps:
- Emission Characterization: Stack sampling, grab sampling, and continuous emissions monitoring.
- Odour Load Calculation: Using the emissions data and the odour activity value (OAV) of a particular substance to find the design basis.
- Technology Screening: Selecting the appropriate treatment technology that considers the properties of the odour isolates.
- Hydraulic and Process Sizing: Reliably estimating the process efficiency in a treatment process.
- Sizing the Process: Reliably estimating the process efficiency in a treatment process.
- Capital and Operating Cost Estimation: The entire odour control process incurs a total cost of ownership which includes operational, replacement, and chemical costs.
8.2 Airflow and Hood Design
The airflow design determines the effectiveness of source capture. Key parameters include:
- Process exhaust volume (m³/hr) at design and peak operating conditions
- Dilution air ratio — excessive dilution reduces treatment efficiency and increases capital cost of downstream equipment
- Temperature and humidity correction — both affect biological treatment performance and duct condensation risk
- Negative pressure verification in enclosed areas to prevent odour escape through building openings
8.3 Control Systems and Automation
Modern odour control systems become part of the plant’s automated systems. They include:
- Purpose-built variable speed drives (VSD) of fans to save energy over a range of loading conditions.
- PLC-based interlocking to ensure that treatment systems are operational whenever process equipment is running.
- SCADA connectivity for remote monitoring, alarm control, and data logging.
- The incorporation of automated systems for the dosing of scrubber chemicals, flow-based control, and pH-based control.
8.4 Operational Reliability and Lifecycle Engineering
Operational reliability is determined by regular maintenance, monitoring, and optimization. Even the best systems will fail, if not managed well. A lifecycle approach incorporates:
- Preventative maintenance periods for fans, pumps, packing, media, and instrumentation.
- The management of moisture and temperature of the biofilter. The performance of biofilters will deteriorate quickly if a moisture content of at least 40% is not maintained or if the temperature exceeds 45°C.
- The monitoring of carried bed saturation. The breakthrough or inline control of VOC to test for the media exhaustion can be undertaken.
- Annual or biannual performance evaluation via stack testing or olfactometry.
9. Odour Impact Assessment and Dispersion Modelling
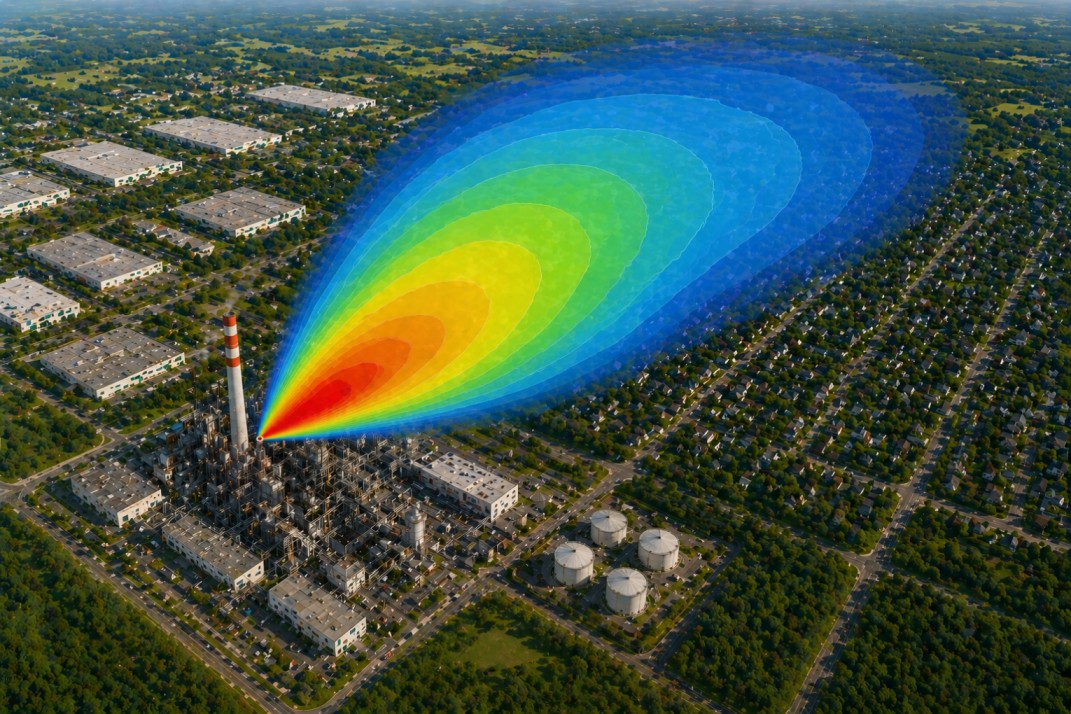
9.1 Why Impact Assessment Matters
Just because you are compliant with stack emissions does not protect the community. Odour effect is determined not only by emission concentration but also by dispersion in the atmosphere with respect to local meteorological and terrain conditions, as well as the sensitivity of odour receptors. Now, dispersion modelling helps to fill the gap between what a plant actually emits and what communities see.
9.2 Modelling Tools and Methodology
The most common regulatory dispersion models for odour impact assessment are:
- AERMOD (American Meteorological Society / EPA Regulatory Model.) This near-field dispersion model is the recommended methodology for flat to moderate complex terrain. Hourly surface and upper-air meteorological data is used in models to predict ground-level concentrations at specified receptor locations.
- CALPUFF: A non-steady-state puff dispersion model for long-range transport, complex terrain and coastal environments — in situations where steady-state assumptions are not appropriate.
- ADM (Atmospheric Dispersion Modelling System): used extensively in the UK and Europe; includes advanced boundary layer physics to provide more realistic modelling of urban and industrial scenarios.
The modelling output — normally given in terms of hourly odour concentration at receptor points (in the 98th or 99th percentiles) — is evaluated against guideline values (e.g., EU frameworks may use values of 1–5 OU/m³ at residential receptors) as an indication that its compliance has been demonstrated.
9.3 Odour Measurement: Olfactometry
Dynamic olfactometry (EN 13725) It is an internationally adhered standard for assessing odour concentration. In this method, diluted samples of odour-bearing air are tested by trained human panels. The units of odour concentration is European Odour Units expressed in terms of volume per cubic metre (OU/m³) where one OU corresponds to the dilution factor at which 50% of the panel detects the respective odour. Olfactometry is used to:
- Characterize sources of emission for filling inputs of dispersion modelling
- Check how operational the treatment system is
- To assist with regulatory compliance Reporting
- Address community complaints using data that can be quantified
9.4 Management of Buffer Zones and Sensitive Receptors
According to modelling results, facilities must establish a minimum separation distance (buffer zones) to sensitive receptors centres or that demonstrate from the emission source eg residential property, educational institutions, hospitals and leisure areas. Expanded treatment is needed to bring emissions low enough, where buffer zones are unable to be enlarged.
10. Regulatory Framework: National & International Odour Control Guidelines
More recent odour control strategies in food flavour and fragrance manufacturing must be built on fundamental principles that are consistent with Indian potable water supply regulations and international best practices. Odour is primarily regulated indirectly through environmental regulations in India, but increasingly defined as a quantifiable and enforceable parameter internationally, with applicable international frameworks (involving standardised testing based on odour characterisation and modelling to ensure compliance) finding use.
10.1 Indian Regulatory Framework
Legislative Foundation and Regulatory Authorities
In India, people have to deal with smells as part of cleaning up the air. The Central Pollution Control Board and State Pollution Control Boards make sure everyone follows the rules. They use laws like the Air Act of 1981 and the Environment Act of 1986 to do this. These laws let the authorities control what comes out of factories, give permits to companies, and punish industries that do not follow the rules. The Central Pollution Control Board and State Pollution Control Boards are very important in making sure industries do not make the air smell bad.
Indirect Regulation of Odour Emissions
While some regions in the world issue numeric odour limits defined by odour units (OU/m³), as a general principle, this is not mandated for India. Odour is not addressed directly; emissions of VOCs, hazardous air pollutants, and odorous compounds are managed indirectly through ambient emission standards and limits established for specific processes. A general condition that applies to all industries is that operations must not cause ‘odour nuisance’ outside plant boundaries.
Monitoring, Compliance, and Enforcement
Industries are going to have to set up monitoring programmes. These programmes will include testing the air coming out of their stacks and finding ways to control emissions that escape. The people in charge are also putting in systems to keep an eye on these industries all the time.
The way authorities make sure industries follow the rules is changing. They used to take action when someone complained. Now they are taking a look at industries that deal with chemicals, food, and flavourings. They are doing checks to make sure these industries are following the rules.
Evolving Regulatory Direction in India
India is changing the rules about smells. The people in charge are paying attention to how bad smells affect people. They are doing studies on smells and making sure that factories are designed to reduce bad smells. They are also setting up systems to control smells in industries that bother people who live nearby, like the Indian odour management practices and the Indian odour control systems. Authorities in India are focusing on India’s odour assessment studies to make things better.
10.2 Global Regulatory Practices
United States Regulatory Approach
The Clean Air Act is what the United States uses to deal with odour issues, and the Environmental Protection Agency (EPA) makes sure it is followed. The main focus of the government is on VOCs and hazardous air pollutants, so the states and local governments handle odour issues. A lot of states have laws about nuisances. They make industries come up with plans to reduce odours when they release a lot of emissions.
European Union and the Industrial Emissions Directive
The European Union has an organized way of doing things. The Industrial Emissions Directive (IED) tells industries what they have to do, such as using the techniques available and having good plans to manage odours. They measure odours using EN 13725, which gives them a number for how bad the odours it is, called odour units per cubic metre.
Odour Measurement and Impact-Based Regulation
What is interesting is that the focus is not just on how much is being emitted but on how it really affects people. Here, people use computers to see how odours spread from factories to homes. They set limits for how much odour people can be exposed to, especially in areas where people live.
International Best Practices and Regional Variations
Countries like the United Kingdom, Germany, Australia, and New Zealand have detailed guidelines. They watch what is happening, use computers to predict what will happen, and ask the community what they think. Their rules often say that industries have to have areas around them where they cannot build, they have to check for odours, and they have to have plans for managing odours so they can be held responsible.
10.3 Comparative Perspective: India vs Global Practices
India usually deals with odour in a certain way. They use general rules about emissions and laws about nuisances instead of specific rules about odour. In countries, odour is something that can be measured, and there are clear limits and ways of measuring it, like dynamic olfactometry (EN 13725), that are part of the rules. India has not widely used these methods yet. The rules are not enforced evenly. Instead of waiting for people to complain, other countries use computers to predict what will happen. They watch what is happening all the time, and they plan to prevent odour problems, which is different from India, Global Regulatory Practices, and Global Practices.
10.4 Emerging Trends in Odour Regulation
Regulators around the world are shifting from vague, qualitative odour management to methods you can actually measure. They’re starting to use real-time monitoring tools and smart data analytics to track odours with precision. Odour Management Plans, or OMPs, are becoming standard — these plans bring together how a process works, the strategies to control odours, and ongoing performance checks. In India, you can see the same change starting to happen, especially in industries located near communities that are more vocal and where environmental standards are getting tighter.
11. Odour Management Plan (OMP): Structure and Requirements
11.1 What is an Odour Management Plan?
An Odour Management Plan, or OMP, lays out how a facility handles odour—everything from spotting potential sources to controlling them, keeping an eye on emissions, and dealing with any problems that pop up. In India, you won’t find OMPs as a legal requirement just yet, but in the European Union, they’re necessary because of strict regulations. And in places like the UK, Australia, and New Zealand, regulators expect facilities to have one ready. Even if it’s not the law where you are, having a solid OMP shows you’re serious about managing odour. It really helps if you ever face community complaints or get extra attention from the authorities.
11.2 Standard OMP Structure
A comprehensive OMP for an F&F manufacturing facility should include the following components:
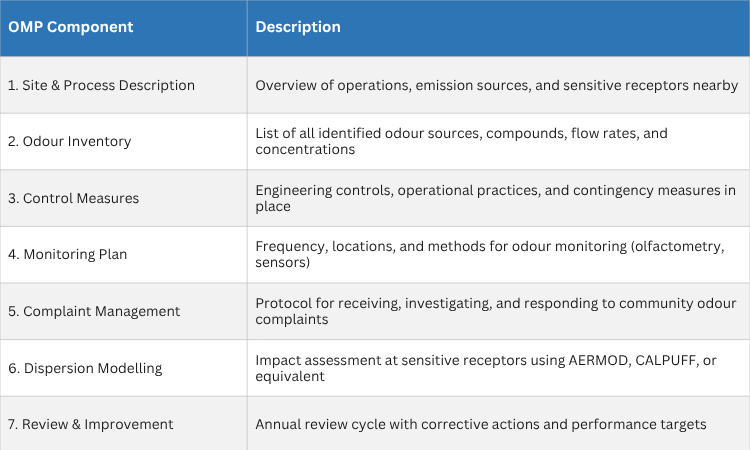
11.3 Implementing an OMP in an F&F Context
For food flavour and fragrance manufacturers, an OMP should specifically address the dynamic nature of production — including batch versus continuous processes, seasonal variations in ambient conditions, and planned shutdown/start-up scenarios which often represent peak emission events. The OMP should be reviewed and updated whenever significant process changes occur or following any sustained community complaint incident.
12. Role of Elixir Enviro Systems in Industrial Odour Control
12.1 Engineering Expertise and Industry Focus
Elixir Enviro Systems Pvt. Ltd. (EES), headquartered in Calicut, Kerala, is one of the most experienced environmental engineering firms in South Asia for industrial odour control. Founded in 2014, EES brings over seven decades of combined leadership expertise in environmental pollution control and has delivered air treatment systems with a cumulative capacity of over one million cubic metres per hour across diverse industrial sectors — including food processing, chemical manufacturing, rubber processing, distilleries, and wastewater treatment.
12.2 EES Core Technologies for F&F Odour Control
EES does not apply a one-size-fits-all approach. The company’s methodology begins with rigorous emission characterisation before selecting and engineering the most appropriate solution. For F&F applications, EES deploys:
- Cocofil™ Gas Biofilters — EES’s patented proprietary biofilter media, specially formulated to handle the VOC loading and mineral salt accumulation characteristic of F&F process exhaust. Ideal for high-volume, moderate-concentration streams from blending halls, ETP area extraction, and general building ventilation.
- High-Rate Ultrafil Biofilters — Compact, high-capacity biofiltration units for retrofit applications where floor space is constrained. Particularly valuable for F&F facilities in dense industrial zones where additional infrastructure space is limited.
- Chemical Scrubbing Systems — Acid and alkali scrubbers in counter-current and cross-flow configurations. For F&F aldehyde-rich streams, alkaline scrubbers (NaOH dosing) achieve >95% removal. For mixed ammonia/VOC ETP exhausts, two-stage scrubber configurations (acid + alkali stages) followed by biofilter polishing represent an EES-proven configuration.
- Activated Carbon Filter Systems — For complex VOC polishing, including benzothiazole-containing and refractory organic compound streams not efficiently treated by biological treatment alone.
- Thermal Oxidation Systems — For high-concentration, high-temperature reactor vent and distillation exhaust streams where biofilter or scrubber technology alone is insufficient. Designed with heat recovery for energy efficiency in continuous operation.
- Ventilation System Design — End-to-end design of capture and collection systems for both open-area sources (ETP lagoons, blending halls) and enclosed process equipment. This is often the most critical and overlooked component of any F&F odour control project.
12.3 Data-Driven Design and Performance Optimisation
EES’s methodology uses modelling, pilot studies, and onsite assessments to design systems that achieve measurable performance outcomes. Every EES system is specified with guaranteed performance parameters, and installation documentation provides the evidence base required for ESG reporting, ISO 14001 audits, and regulatory compliance demonstration.
13. Odour Control and ESG Goals

Odour isn’t just something food, flavour, fragrance, and additive manufacturers need to keep under control for smooth operations anymore. These days, it’s front and center in showing how committed a company really is to Environmental, Social, and Governance (ESG) standards. People—investors, customers, regulators, everyone in the neighborhood—look at how a facility handles smells as a shortcut for judging their priorities: are they serious about sustainability, worker health, and following the rules openly? Investing in advanced odour control isn’t just about what happens inside the factory gates. It boosts a company’s ESG reputation in a very real way.
13.1 Environmental
Good odour control does a lot more than just stop smells. It actually helps the environment. Fits in with our goals for the climate and air quality.
Let us look at this in detail:
- We get bad things in the air like VOCs and HAPs. Machines like scrubbers and biofilters remove stuff from the air, so the air is cleaner around the facility.
- When we have less of these things in the air, we get less ozone near the ground. This is good for the environment around us and in our region.
- We can also save solvents like ethanol. Use them again. This means we waste less, and it helps our environment.
- Odour control systems also help us use energy. This means we put out bad stuff into the air, and this is good for our plans to reduce carbon.
- Finally, we need to protect the plants and animals around us. If we control smells, we also stop bad stuff from getting into the soil, water, and plants, so everything stays healthy.
In short, controlling odour is not about following rules. Odour control is about making a difference to the environment. Effective odour control is about making a difference to the environment.
13.2 Social
Good odour control systems do a lot more than just keep a factory smelling nice. They also protect the people who work inside the factory. They keep the people who live in the surrounding community happy with you.
- Worker health and safety are very important. When you use odour control systems, you catch the smells at the source, and you use special enclosures. This keeps the workers safe from things like aldehydes, hydrogen sulfide, ammonia, and solvent vapours. You have to keep these things below the limit. This is a part of keeping workers safe and healthy.
- Community acceptance is also very important. For people who live near the factory, the smell is usually the thing they notice. If you can control the smell, it is easier for the community to trust you. It is easier for the factory to keep working without any problems.
- You need a system to handle complaints in a way. A real Odour Management Plan is what you need. This plan has a log where you write down all the complaints. This turns complaints into something you can track and show to others. It is better than trying to fix things without a plan.
- When you control odour well, it helps to build trust with your brand. This is especially important for companies that make food and drinks and personal care products. These companies care about what you do to the environment. They will check what you are doing. If you handle odour well, it will show that you are a company, and this will make buyers trust you more.
13.3 Governance
When we talk about governance, a good odour control program does a lot more than just control smells. It helps us build the kind of evidence that investors, auditors, and regulators want to see.
First, we get to comply with regulations. Whether we need to submit data from stack tests or show our Odour Management Plans, we are covered in India with CPCB/SPCB standards and abroad with frameworks like the EU Industrial Emissions Directive.
- Then there is sustainability. The data we collect on odour and VOCs can be used in BRSR reports in India and global frameworks like GRI, CDP, and TCFD. Even helps with UN SDG goals 3, 11, and 12.
- For auditing and reporting, we have tools like olfactometry results, readings from e-nose and PID sensors, and SCADA logs. These are not technical details; they are our proof for ISO 14001, ISO 45001, and ESG disclosures that investors take seriously.
- Odour control also helps us manage risks. By being proactive about odour, we can avoid problems like suspensions, lawsuits from the community, and damage to our reputation that can lower our share price or increase our insurance costs.
- Let us not forget about capital markets. A good odour control program improves our ESG ratings, helps us get terms for loans related to sustainability, and appeals to buyers who care about environmental standards.
So odour control is not about following rules. It is a way to improve our ESG value. Instead of treating it as a problem, we can use odour control to run our operations more cleanly, build stronger relationships with our community, and show that we have good governance. Odour control helps us do these things. It is very important for odour control to be a part of our overall plan.
14. Conclusion
Controlling odour in food flavour and fragrance manufacturing isn’t simple—it pulls together chemistry, engineering, and environmental science. You really have to know where emissions are coming from, even the sneaky fugitive ones people tend to miss. It means picking the right technology, building solid systems, and keeping real-time monitoring in place, all backed by a strong Odour Management Plan. That’s how companies stay on top of odour, stay safe, keep things sustainable, and meet regulations. Money’s part of the picture too. Smart odour control doesn’t just tick compliance boxes—it saves money through things like solvent recovery, sidesteps costly fines, and helps companies avoid a hit to their reputation. Plus, it lines up with those ESG goals everyone talks about—something customers and investors actually care about now. As laws tighten and the public pays more attention, staying ahead with odour management is just part of running a responsible operation in the flavour and fragrance industry. It’s not just good practice—it’s expected.
Frequently Asked Questions (FAQ)
Why does the smell of food flavour and fragrance manufacturing smell strong?
It is about the volatile compounds that get released into the air. Whenever people handle solvents, run reactions, distill, blend, or treat wastewater, food flavour and fragrance manufacturing compounds escape into the air. This includes things like VOCs, aldehydes, esters, sulphur, and nitrogen-based compounds. Many of these food flavour and fragrance manufacturing compounds smell bad even when there is any in the air.
How is industrial odour measured?
Industrial odour is measured using both sensory and instrumental methods. The most widely accepted technique is dynamic olfactometry (EN 13725), where trained human panels determine odour concentration in odour units per cubic metre (OU/m³). Gas analysers and VOC sensors are used for real-time monitoring of specific compounds such as hydrogen sulphide, ammonia, and total VOCs. Electronic nose systems provide continuous boundary monitoring.
What is the most effective odour control technology?
There is no single universal technology for odour control. The effectiveness depends on the type of compounds, concentration levels, and process conditions. Wet scrubbers are suitable for soluble gases, biofilters are effective for biodegradable compounds, activated carbon systems are used for VOC adsorption, and thermal oxidizers are applied for high-concentration emissions. In most cases, a combination of technologies — as illustrated in the technology comparison table — is required.
Why do pleasant fragrance compounds become problematic in manufacturing?
Many fragrance compounds are designed to be pleasant at very low concentrations. However, during manufacturing, these compounds are present in high concentrations and often mixed with reactive intermediates or solvents. This results in intense, complex odours that can become overwhelming, irritating, or even hazardous at an industrial scale.
What is an Odour Management Plan, and do I need one?
Think of it as your facility’s plan for dealing with smell. It is how you find the smell, control it, keep track of it, and respond when something goes wrong. In the European Union, you must have one, no questions asked. A lot of countries are starting to follow this rule. Even in places like India, where the law does not require having a plan to manage smells, it shows you care about the environment. This is especially important if your site is close to a neighborhood. It also matters if you are getting complaints about the smell.
How do I choose between a biofilter and a chemical scrubber?
The choice depends primarily on the compounds present. Biofilters excel at treating biodegradable VOCs (terpenes, esters, alcohols) at low to moderate concentrations and offer low operating costs. Chemical scrubbers are better suited to highly soluble, reactive, or non-biodegradable compounds (H₂S, NH₃, certain aldehydes) and can handle high-concentration peaks more reliably. Many F&F facilities use both in series.
Are biofilters suitable for the food flavour and fragrance industries?
Biofilters work really well for getting rid of smelly, biodegradable stuff—mostly from wastewater treatment and places with low to moderate VOCs. If you don’t design them right, keep the moisture in check, and stay on top of maintenance, they just won’t deliver. And most of the time, you’ll see biofilters teamed up with other technologies, not running solo.
What regulations apply to odour control in India?
In India, odour control doesn’t have one clear rulebook. There aren’t set odour limits everywhere, but industries still have to follow standards for VOC emissions and make sure their smells don’t bother the neighbours outside their plant.
Can odour issues occur even if emission limits are met?
Yes, odour complaints can still arise even when emissions comply with regulatory limits. This is because odour perception depends on human sensitivity and odour thresholds, which can be much lower than regulated concentration limits. Therefore, odour management must consider both compliance and community impact — which is why dispersion modelling and OMP preparation are important complements to emission measurement.
What is olfactometry, and when should I commission one?
Olfactometry (EN 13725) is the laboratory-based measurement of odour concentration using trained human assessors. You should commission olfactometric testing when characterising emission sources for a dispersion model, verifying odour control system performance, responding to a formal regulatory request, or establishing a baseline before installing new treatment equipment.
How can industries ensure long-term odour control performance?
To get results for a long time, you need a system that is well-designed. You also have to take care of it and keep an eye on it all the time. You have to check how well it is doing now and then. Things like how much air is moving, how clean the filters are, how hot or cold it is, and how humid it is all need to be kept in check. This is so the system can keep treating things. An Operations and Maintenance Plan, or OMP for short, that is reviewed on a regular basis, helps make sure everything runs smoothly. The OMP has a schedule for checking everything, which makes sure the system keeps working overtime.
How can Elixir Enviro Systems support odour control in F&F industries?
Elixir Enviro Systems gives people solutions to control bad smells. They do everything from figuring out what the problem is to designing a system and picking the technology. They even install it. Make sure it works as well as it can. The company is really good at cleaning the air and water. So they can give people solutions that’re just right for them. These solutions deal with tough smell problems. They also make sure people follow the rules and do what is best for the environment. Elixir Enviro Systems does all of this with Elixir Enviro Systems expertise, in air and wastewater treatment.
Odour Control from Pumping and Lifting Stations in Wastewater Networks: A Complete Technical Guide
Introduction
Pumping stations and lifting stations are very important for every modern wastewater collection network. These stations work twenty four hours a day and three hundred sixty-five days a year. They move a lot of sewage across cities and industrial areas. This is done quietly and often under our feet.. When odour escapes it is a big problem.
The bad smell of hydrogen sulphide and other smelling gases does not just bother people who live nearby. It also shows that there are problems with the infrastructure and it can be a risk to health.
This guide looks at the odour dynamics of pumping and lifting stations. It covers the chemistry of odour generation and the factors that make emissions worse. It also looks at the technologies that can be used to reduce odours and the laws that govern odour compliance in India and around the world.
1. Understanding Pumping Stations and Lifting Stations in a Wastewater Network
Wastewater collection systems use a combination of gravity sewers and pressurised mains. Gravity is enough when the land slopes naturally towards the treatment plant.. When sewage has to travel uphill or over long distances mechanical pumping is needed.
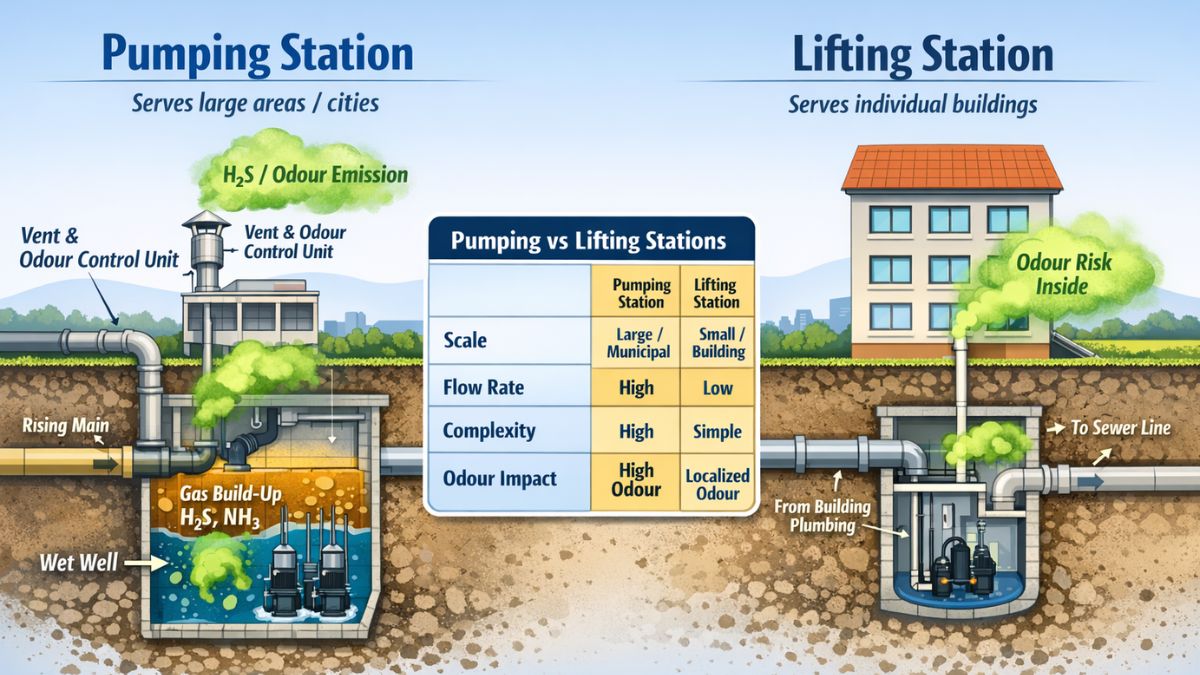
1.1. What Is a Sewage Pumping Station
A Sewage Pumping Station is a place that collects wastewater from gravity sewers and pumps it to a treatment plant or another pump station. These stations can serve houses or entire cities.
1.2. What Is a Lifting Station
A Lifting Station is like a pumping station. It is smaller. It serves buildings or apartment complexes. Lifting stations are often used in areas where the sewer’s below the level of the surrounding land.
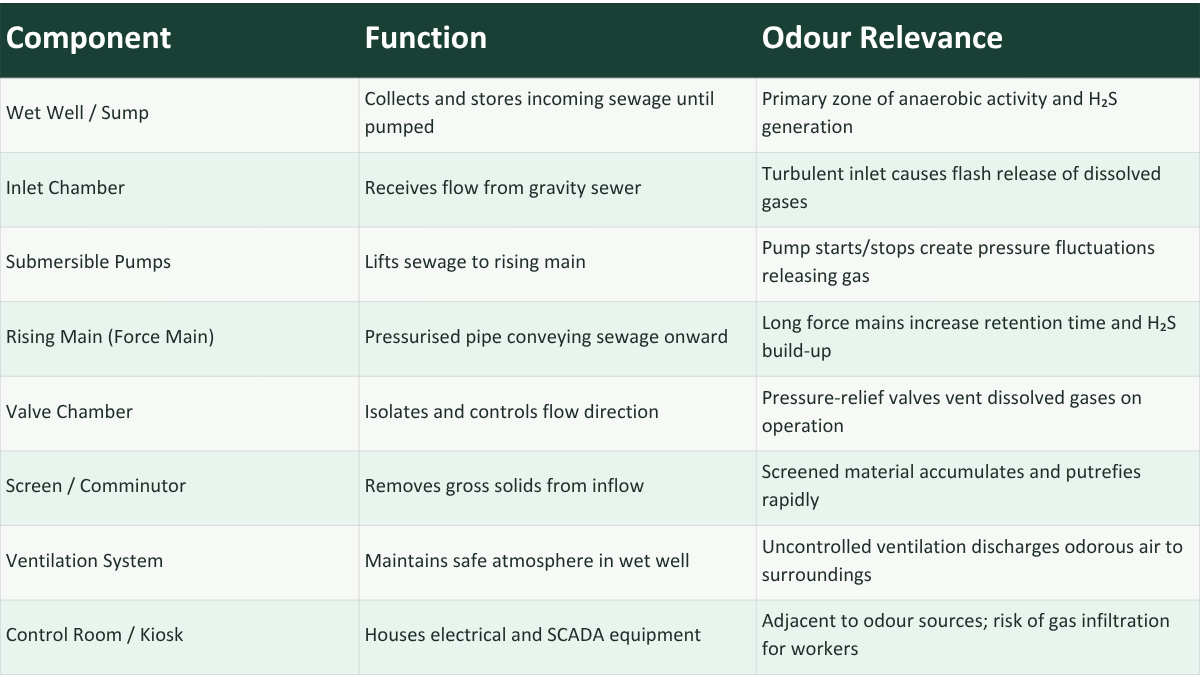
1.3. Key Components and Their Odour Relevance
1.4. Types of Pumping Stations and Their Odour Profiles
There are different types of pumping stations and each one has its own unique odour profile.
- Wet-Well-Only stations are the most common type. They have a sealed chamber where the pumping happens.
- Wet-Pit / Dry-Pit stations are bigger and have a chamber for the pumps.
- Packaged Lifting Stations are small and compact. They are often used in areas.
- Storm Combined Overflow pump stations handle a mix of stormwater and sewage. These stations can be very smelly during dry weather.
2. Why Odour Control Cannot Be Ignored
Odour emissions from pumping and lifting stations are a problem. They can affect health, the environment, safety and the economy.
2.1. Public Health and Community Impact
- H₂S has an odor of rotten eggs in low concentrations of about 0.5–1 ppb and smelling it strains the olfactory system, resulting in an olfactory fatigue at concentrations of 50–100 ppm. H2S is immediately fatal after inhaling 700 ppm and above. Continuous exposure at low levels leads to numerous symptoms.
- Exposure to ammonia and VOCs which are part of sewage irritates the mucous membranes, may worsen asthma, and in rare cases of severe exposure, neurological damage may occur.
- The community quality of life is affected because persistent odour nuisance makes residential areas near the pumping stations less live able. Due to smell, property values suffer and the confidence of the public in the utility management also suffers.
2.2. Infrastructure Corrosion
Hydrogen sulphide can react with oxygen and moisture to form acid. This can corrode concrete and metal. Can cause big problems for the infrastructure.
2.3. Occupational Safety
Pumping station wet wells can be very dangerous for workers. They can have levels of hydrogen sulphide and other bad gases.
2.4. Regulatory and Legal Exposure
In India there are laws that govern odour pollution. The Environment Protection Act and the CPCBs Odour Pollution Guidelines provide rules for odour control.
In countries there are also laws that govern odour pollution. In the UK the Water Industry Act and the Environment Agency’s H4 Odour Guidance provide rules for odour control.
3. The Science of Odour Generation
3.1. Anaerobic Decomposition
When wastewater is in a pipe or a tank it can start to break down. This can happen when there is no oxygen present.
The breakdown of wastewater can produce a lot of smells. These smells can come from the sulphate-reducing bacteria, methanogenic archaea and fermentative bacteria.
3.2. Key Odorous Compounds— A Profile
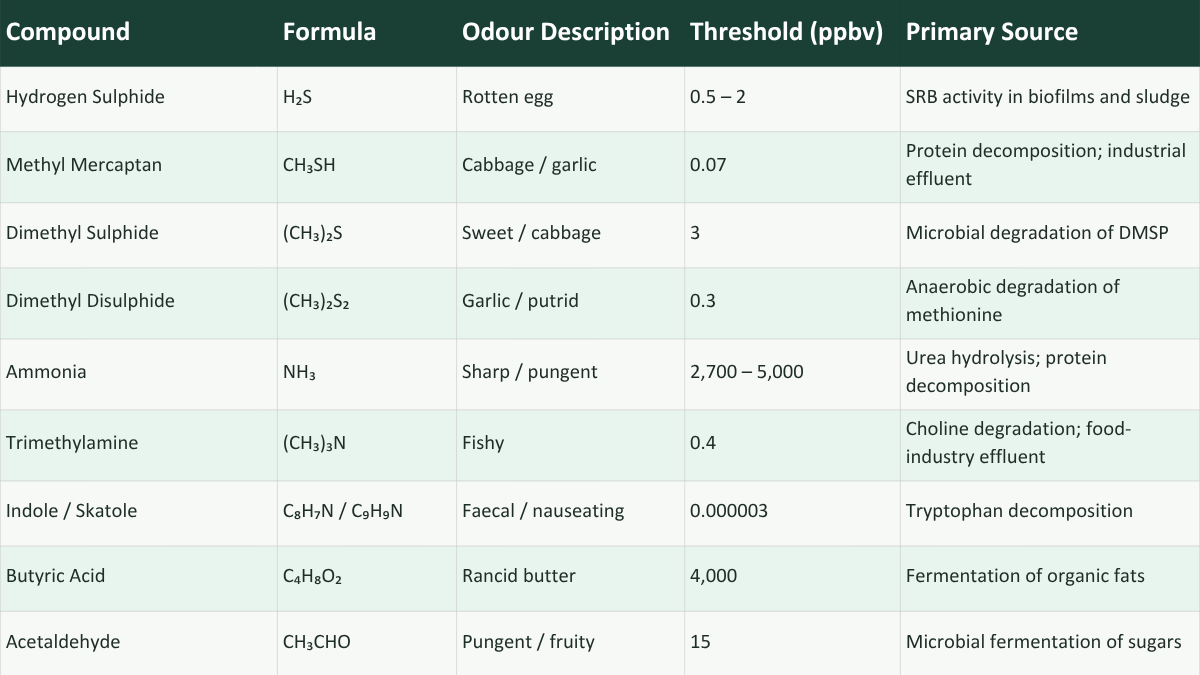
3.3. Mass Transfer: How Odours Move from Water to Air
Dissolved gases move from the liquid phase to the gas phase when driven by a concentration gradient, governed by Henry’s Law. The rate of mass transfer is greatly enhanced by..
- Turbulent conditions caused by disturbances like pump starts and stops, inlet splashing, and operation of pipe line valves strip dissolved gases almost instantaneously.
- Temperatures increase 10 °C, giving rise to the vapour pressure of H₂S and VOCs approximately doubled.
- Pressure Drop: When pressurised force main contents arrive at a pump station outlet chamber, the sudden pressure reduction causes flash degassing, releasing large volumes of dissolved H₂S almost instantly.
- pH Reduction: At lower pH, the equilibrium between bisulphide (HS⁻, odourless) and hydrogen sulphide (H₂S, odorous) shifts strongly toward H₂S. Industrial trade effluent containing acid wastes can dramatically worsen station odour.
3.4. Role of Upstream Network Conditions
A pumping station is not an isolated odour source — it receives the accumulated output of the sewer network upstream. Key aggravating factors include:
- Long rising main lengths (force mains > 1 km with HRT > 4 hours)
- Sewer branches that are at the end of a line and do not have much flow
- Wastewater from factories like food processing, tanneries, slaughterhouses and dairy plants
- Inadequately designed house connections allowing grease and FOG accumulation
- Sewer blockages and surcharging creating extended stagnation
- Combined sewers where stormwater dilution is absent in dry weather
4. Odour Emission Points — A Station-Level Mapping
Identifying every point where odorous air can escape is fundamental to designing an effective containment and treatment system.
4.1. Wet Well / Sump
The wet well is the primary odour factory. Sewage accumulates here with detention times of 30 minutes to several hours during low-flow periods. Biofilm on the walls actively generates H₂S. The headspace above the liquid level can accumulate H₂S concentrations exceeding 200–500 ppm — well above the IDLH level of 100 ppm.
4.2. Inlet Sewers and Drop Structures
Where gravity sewers discharge into the wet well via a drop pipe or cascade structure, the resulting turbulence strips dissolved gases with high efficiency. Even a 0.5-metre vertical drop can release 50–80% of dissolved H₂S from the liquid into the headspace in seconds.
4.3. Screen / Screenings Storage
Coarse screens remove rags, paper, and solid debris from the incoming flow. Screenings pile up rapidly in hot climates and begin to putrefy within 1–2 hours. Open screenings containers or delayed removal are a persistent odour source that is often underestimated.
4.4. Pump-Start Surge (Flash Degassing)
At pump start, the sudden agitation of the wet well surface strips dissolved gases. Poorly configured pump control logic — infrequent, large-volume cycles — causes periodic high-concentration odour bursts rather than a steady, manageable low-level release.
4.5. Force Main Discharge Point
Where the force main discharges back into a gravity sewer or receiving manhole at the downstream end, pressurised H₂S-saturated sewage is suddenly depressurised. This is often the worst-smelling point in the entire network — frequently located in the middle of a residential street.
4.6. Ventilation Outlets
Without an odour control unit, every ventilation grille, roof vent, and access cover is a direct pathway to the atmosphere. Even where negative pressure ventilation is installed, leakage through poorly sealed covers is common and represents a continuous diffuse source.
5. Design-Stage Strategies to Minimise Odour
The most cost-effective odour control measures are those embedded during design. Retrofitting odour control to an existing, poorly designed station is far more expensive than getting the design right from the start.
5.1. Siting and Buffer Zones
- Position pumping stations downwind of prevailing winds relative to residential receptors where topography and network routing permit.
- Incorporate buffer distances as recommended in CPHEEO guidelines — typically a minimum of 15 m from residential boundaries for small stations, scaling with station capacity.
- Screen the site perimeter with odour-neutral dense planting and site boundary walls to intercept fugitive emissions before reaching receptors.
5.2. Wet Well Sizing and Hydraulic Optimisation
- Hydraulic retention time (HRT) should be minimized at odour-sensitive locations, and the working volume of the wet well should be designed to achieve HRT ≤ 20-30 minutes. Avoid over-sizing wet wells
- Variable speed drives (VDS or VFDs) are devices that continuously adjust the discharge of the pump to match that of the inflow. Using a VFD allows the pump to maintain a higher level of liquid in the pump casing and limit the air-liquid surface area.
- Using level transducers to operate the system pumps at tightly controlled levels, as opposed to simple float switches, prevents stagnation as well as excessive turbulence.
5.3.Designing Inlet to Reduce Turbulence
- Use a benched or submerged inlet to direct the flow below the surface.
- Avoid free-fall drops. Use angled or duck-bill inlets instead.
- Install vortex flow controls to reduce turbulence.
5.4. Force Main Length and Profile Optimisation
- Keep force main lengths as short as possible; where long rising mains are unavoidable, install intermediate air/gas release valves combined with odour control units at critical high points.
- Design rising main profiles to avoid high points that trap gas pockets — a major cause of air locking and subsequent slug releases.
- Provide in-line mixing points at regular intervals on long force mains to prevent complete anaerobicity.
5.5. Cover Materials and Airtightness
- Use GRP or HDPE covers with integral seals and integrated duct spigots for ventilation connections. Avoid standard bolted cast-iron covers in odour-sensitive locations.
- Seal all penetrations through wet well covers with proprietary bulkhead fittings. Every unsealed penetration is a leakage path.
- Design covers to avoid condensate ponding. Acid condensate destroys seals and promotes microbial corrosion of the cover underside.
5.6. Corrosion-Resistant Construction Materials
- Specify sulphate-resistant cement (SRC) or polymer-concrete for wet well construction in high-H₂S-risk situations.
- Apply coatings to existing concrete surfaces.
- Use steel or HDPE for all fittings and pump parts.
6. Liquid Phase Treatment — Preventing Odour at Its Source
Liquid phase treatments intervene in the wastewater itself to prevent the formation of odorous compounds before they can transfer to the gas phase. This is the most upstream and therefore most efficient tier of odour control.
6.1. Dissolved Oxygen Injection
- Pure Oxygen Injection: Injection of pure O₂ into the rising main using side stream dissolution or direct aeration. Maintains DO above 1 mg/L in the force main, suppressing SRB. Effective for force mains up to 5–8 km in length.
- Inject compressed air into the pump station inlet or rising main.
- Aerate the well to maintain aerobic conditions.
6.2. Chemical Dosing for Sulphide Suppression
- Use iron salts to precipitate dissolved sulphide.
- Use magnesium hydroxide to raise the suppress hydrogen sulfide gas.
- Use sodium hydroxide, for slug dosing.
- Use sodium nitrate to provide an electron acceptor.
- Use hydrogen peroxide to directly oxidize dissolved sulphide.
7. Gas Phase Treatment — Capturing and Destroying Odorous Air
Even with excellent liquid-phase control, some degree of odorous gas escape from a pumping station is practically unavoidable. Gas phase treatment captures the odorous air from the headspace and routes it to an Odour Control Unit (OCU) for treatment before discharge.
7.1. Containment and Ventilation Design
- Sealed Covers with Negative Pressure: An extraction fan maintains slight negative pressure (−5 to −15 Pa) within the sealed wet well headspace. This prevents fugitive emissions through any residual leakage points — any leakage is inward, not outward.
- Ventilation Rate Design: The extraction rate must balance safe dilution of combustible gases (CH₄) and toxic gases (H₂S) while minimising the air volume to be treated. Typical design: 6–10 air changes per hour for wet wells, minimum 12 during personnel access.
- Emergency Dilution Fan: A separate high-volume dilution fan for confined-space entry, bypassing the OCU — sized for 30 air changes per hour, controlled by an atmospheric gas monitor.
7.2. Odour Control Technologies — Selection Matrix

7.3. Technology Descriptions
Biofilters
Microbial beds break down odourous compounds using living organisms. Operators typically construct these beds with compost or wood chips, which effectively remove substances such as hydrogen sulfide and other volatile compounds. In many cases, they achieve removal efficiencies exceeding 99% for hydrogen sulfide. These systems also keep operating costs low because they do not require chemical inputs. However, operators must maintain proper moisture levels to ensure optimal performance. Overall, biofilters work best for treating moderate odour loads.
Biotrickling Filters
Biotrickling filters operate as enclosed systems under continuously wet conditions. Microorganisms actively degrade odorous compounds within the packed media. Compared to conventional biofilters, these systems handle higher odour loads while occupying less space, making them more compact and efficient. Their controlled design also allows them to perform reliably under varying climatic conditions, including those commonly found in India.
Chemical Wet Scrubbers
Chemical wet scrubbers use chemicals to remove bad smells like hydrogen sulfide. They are good for bad smells.. They are expensive to run and make a lot of waste.
Activated Carbon Adsorption
Activated carbon adsorption uses carbon to trap bad smells. It is good for spaces and can be used after other filters to make the air even cleaner.
Thermal or Catalytic Oxidation
Thermal or catalytic oxidation burns bad smells at temperatures. It is very good at removing all smells.. It is expensive to run and use a lot of energy.
7.4 Combined / Multi-Stage Systems
When pumping stations receive effluent from industrial catchments or have highly variable odour loads, a single technology solution typically does not perform well. The multi-stage hybrid OCUs are biotrickling filters for bulk H₂S removal downstream with an activated carbon polishing stage for mercaptans and trace VOCs closer upstream. They perform better consistently with large variations at the inlet.
8. Special Considerations for Lifting Stations
Lifting stations present a uniquely challenging odour scenario because of their proximity to occupied spaces: basements, underground car parks, plant rooms, and building service risers.
8.1. Why Lifting Stations Are Particularly Problematic
- Retention of small sewage volumes at relatively warm indoor temperatures (25–35 °C) rapidly creates anaerobic conditions.
- Grinder pumps create fine droplet aerosols during operation, dramatically increasing the surface area for gas stripping.
- Ventilation pathways from below-grade chambers can route odorous air directly into building mechanical rooms, lift shafts, or occupied spaces through gaps in cable trays or floor penetrations.
- Maintenance access to below-grade chambers is often severely restricted, making regular cleaning difficult — leading to biofilm and FOG accumulation.
8.2. Solutions for Lifting Stations
- A carbon filter vent cartridge is a small activated carbon filter fitted to the vent pipe. Easy to maintain. Updating carbon yearly or with the detection of a break.
- Inline odour-neutralisation units, which are small inline biotrickling filter or chemical dosing units on the vent line. Effective for the processing of commercial kitchen waste streams.
- Sealed Chamber Design– Hermetically sealed GRP/HDPE chambers with pressure-equalisation through a dedicated activated-carbon vent filter — prevents any odour escape during pump cycling pressure changes.
- Regular Cleaning Protocol – Automated hot-water jetting cycles or periodic enzyme-based cleaning to prevent FOG accumulation and biofilm growth on chamber walls.
9. Odour Monitoring — Measuring to Manage
Effective odour management requires robust, continuous monitoring — both within the station for safety and at the site boundary for community impact assessment.
9.1. In-Station Safety Monitoring
- A minimum of H2S and LEL detectors will be located in the wet well and control room. These will be mounted at breathing space level within the wet well head space and control rooms. These will incorporate Electrochemical H2S sensors and Catalytic bead LEL sensors. Alarm levels for H₂S: warning 1 ppm, action level 5 ppm, evacuation level 10 ppm.
- A 4-gas portable monitor, which monitors H2S, O2, CH4, and CO at the same time, is a mandatory PPE for all personnel involved in entry into a confined space.
- Integration with SCADA The sensors output of gas detectors to be connected to the station’s SCADA/telemetry system for monitoring, trend analysis and alarming of the control room operator.
9.2. Monitoring of Process optimisation of OCU.
- Real-time Online H₂S analysers at OCU inlet and outlet for treatment performance measurement and maintenance alert at inlet and outlet H₂S breakthrough.
- In order to proactively change the chemical dosing, sulphide sensors in the wet well liquid and/or the rising main shall be provided to give an early warning signal.
- Airflow monitors on extraction fans for duct blockages or deterioration in fan performance.
- Temperature and moisture sensors are installed in the biofilters and biotrickling filters to optimize the biological performance (T: 15–40 °C; moisture: 40–60%).
9.3. Monitoring of boundary and community odour.
- Systems consisting of arrays of metal oxide sensors or photoionisation detectors at the site boundary that continuously measures relative odour intensity to monitor trends.
- EN 13725 / ASTM E679. Periodic Grab sampling with analysis by human panel trained to EN 13725 / ASTM E679. Delivers odour levels in ouE/m³ according to European standards for comparison with limits.
- Mapping of concentration of an odour at ground level at surroundings receptors from measured emission rates using AERMOD, CALPUFF, ADMS-Urban etc.
According to the CPCB’s Odour Pollution Guidelines (2008), the ambient limits for H₂S for residential areas are 0.005 mg/m³ (that is 5 ppb) and 0.10 mg/m³ for NH₃. The State Pollution Control Boards are now increasingly using these as a limit that can be enforced .
10. Operational Best Practices for Sustained Odour Control
1. Regular Wet Well Cleaning – Scheduled desludging and jetting of wet well walls to prevent sulphide-generating sludge banks and biofilm. Minimum frequency: quarterly for residential stations, monthly for industrial catchment stations.
2. Screening Removal Frequency – Remove screened solids daily in warm weather (above 30 °C ambient). Transport in sealed containers to landfill or composting. Never store screenings on open ground adjacent to the station.
3. The seals, hatches, and gaskets for all wet wells must be annually inspected to ensure integrity. You should replace any seals that are deteriorated immediately as a failed hatch seal makes your entire OCU ineffective.
4. Calibrating the Chemical Dosing Systems – Monthly calibration checks of the dosing pump against actual flow data are implemented to avoid under-dosing (odour breakthrough) or over-dosing (chemical waste downstream).
5. OCU Media Inspection – Biofilter media moisture and pressure-drop measurement quarterly. Replace media when pressure drop exceeds 2× design value or biological performance degrades.
6. Operator Training – All station operators trained in confined-space entry procedures, gas detection equipment use, and OCU first-level maintenance. Training records maintained for regulatory audit.
7. Logs complaints recorded from the community regarding odour with systematic investigation for root cause and corrective action records. This shows regulators you are doing your due diligence, which can uncover seasonal or operational patterns.
11. Indian Context — Key Challenges
The implementation of flagship programmes like AMRUT 2.0 and National Mission for Clean Ganga (NMCG) has resulted in commissioning of thousands of new Sewage Pumping Stations (SPS) across the country to cater to ever-increasing urban sewerage infrastructure of India. In this context odour management has its challenges.
- For the climates that many design standards were written for, wet-well temperatures ranging from 32–38 °C for the whole year will increase the generation of sulphide drastically.
- When compared to Europeans who consume 150-200 lpcd of water, many Indian cities’ lower per capita consumption of 80-100 lpcd is resulting in more concentrated sewage with higher BOD and sulphate loads.
- Inadequate pre-treatment enforcement at tanneries, slaughterhouses, textile dyeing units, food processing plants leads to high-sulphate, high-odour trade effluent entering municipal collection in systems.
- Several pump stations in Indian cities discharge to high rising mains ranging in length from 3 to 8 km. These were never designed to ensure H2S control and are now facing severe structural failure due to MIC.
- Numerous Urban Local Bodies (ULBs) have limited capacity for routine OCU maintenance. Therefore, low-maintenance technologies (bio-filters, simple activated carbon units) would be more appropriate than complex chemical scrubbers.
12. Elixir Enviro Systems: Your Partner in Pumping Station Odour Control
At Elixir Enviro Systems, we have deep expertise in designing, supplying, installing, and maintaining odour control solutions specifically engineered for sewage pumping stations, lifting stations, and wider wastewater collection networks across India and internationally. Our approach is holistic — we assess both the liquid phase and gas phase simultaneously, and recommend the right combination of technologies for each site’s unique conditions.
Our Offerings
- Biofilters and biotrickling filters which are designed for tropical Indian climate conditions. They have customised media selection for H2S-dominant or mixed odour profiles. Design, supply, installation and commissioning.
- Chemical Wet Scrubbers Single and multi-stage acid/alkali scrubber systems for high concentration streams of H₂S and ammonia. Automated chemical dosing with remote monitoring.
- The 3rd one consists of Modular Odour Control Units (OCUs) which are compact skid-mounted units that combine biofiltration, activated carbon and chemical scrubbing. They are best suited for space-constrained sites and urban pump stations.
- Dosing systems such as iron salt, magnesium hydroxide, sodium nitrate and hydrogen peroxide dosing systems are available with online sulphide monitoring for closed loop control.
- Odour Impact Assessment & Dispersion Modelling: Assess the likely impacts of a proposed activity through modelling odour emissions and dispersion in the surrounding area.
- Supply, calibration, and maintenance of fixed H₂S detectors, e-Nose boundary monitoring stations, and portable multi-gas monitors for safety in confined spaces.
- Complete upgrades for existing pump stations which includes assessment, design and installation of complete odour control under O&M contracts.
- Operator training on OCU maintenance, training for safe entry into confined space, leak detection and odour monitoring for the ULBs/utility operators of India.
Conclusion
Odour control from pumping and lifting stations is one of the most technically nuanced challenges in wastewater infrastructure management — sitting at the intersection of chemistry, microbiology, hydraulic engineering, atmospheric science, and public health. There is no single technology or approach that solves it for everyone.
To come up with effective solutions, it is important to clearly understand what causes specific odour outside generation mechanisms at this site. There needs to be a layered approach which tackles the liquid phase which prevents the generation of odour and also the gas phase which is all about capturing and treating odorous air. Follow-up with continuous implementation and monitoring helps shape effective solutions.
The extension of sewerage in urban India is a challenge and an opportunity. As thousands of new pumping stations come online under AMRUT 2.0 and smart city programmes, the window to integrate robust, cost-effective odour control from the design stage is open now. For existing stations already causing community nuisance, proven retrofit solutions — from biotrickling filters to iron salt dosing — offer rapid, measurable relief.
At Elixir Enviro Systems, we are committed to making India’s wastewater infrastructure not just functional, but liveable — because the measure of good sanitation infrastructure is not only whether it moves sewage, but whether it does so without making the surrounding environment unbreathable.
ODOUR CONTROL IN RUBBER THREAD MANUFACTURING INDUSTRIES
Acid Tank Emissions, Drying Stage Odour, WWTP Off-Gases & Engineering Control Solutions
Abstract: Rubber thread manufacturing — one of India’s most significant industrial sectors, with major clusters in Kerala, Tamil Nadu, and Gujarat — is a well-known source of industrial malodour. Conventional wisdom points to vulcanisation as the primary culprit. However, first-hand field assessments at operating rubber thread plants paint a different and more operationally important picture: the dominant odour sources at most modern facilities are (1) the acid addition and washing stage — where rubber thread passes through a continuous chain of shallow open tanks containing acetic or formic acid, generating pervasive acid fume and aerosol — and (2) the thread drying stage, where heat-driven volatilisation of residual acid, ammonia, and organic compounds creates a hot, odorous exhaust stream of significant intensity. The WWTP is the third persistent, round-the-clock contributor. Vulcanisation odours, while real, are often far less dominant in practice — especially in modern, better-enclosed plants. This blog provides a technically rigorous and field-grounded analysis of all odour sources, with special focus on the acid and drying emissions most frequently underestimated, together with proven engineering control strategies and the role of Elixir Enviro Systems (EES) in delivering customised solutions for the rubber thread industry.
Introduction — The Real Odour Profile of a Rubber Thread Plant
Rubber thread — the fine, elastic filament that gives stretch to garments, medical bandages, sportswear, swimwear, and hundreds of everyday products — is manufactured through a continuous wet chemical process that is deceptively simple in concept but surprisingly complex in its environmental implications, particularly for air quality and odour management.
India is one of the world’s major rubber thread manufacturing nations. The industry is deeply rooted in Kerala — the country’s natural rubber heartland, where Hevea brasiliensis cultivation has thrived for over a century — as well as in Tamil Nadu and Gujarat. Key rubber thread manufacturing clusters exist in and around Malappuram, Thrissur, Ernakulam, and Kottayam districts of Kerala, and in the Coimbatore and Tirupur belt of Tamil Nadu. Well-known Indian rubber thread manufacturers include companies such as Fenner India, Shah Rubber, Rubfila International, Lalan Rubbers India, and numerous medium and small-scale producers who supply domestic garment industries as well as global export markets. Globally, the industry is concentrated in Malaysia (the largest producer), Thailand, Indonesia, Sri Lanka, and India, with significant capacity also in China and Brazil.
Despite its industrial and economic significance, rubber thread manufacturing carries a persistent environmental challenge: malodour. Ask most environmental engineers or textbook authors about the primary odour source in a rubber thread plant, and they will immediately say ‘vulcanisation’ — the sulphur-based curing process that generates hydrogen sulphide, mercaptans, and other intensely smelly sulphur compounds. This assumption is not wrong. Vulcanisation-derived sulphur emissions are genuinely problematic at some facilities.
But field reality tells a more complex story. At many rubber thread plants — including modern, well-managed facilities — a site visit reveals something quite different: the overpowering odour is not the characteristic ‘rotten egg’ of sulphur chemistry. It is sharp, pungent, and vinegary. It hits you when you approach the acid tank area — the long row of shallow, open troughs through which the thread continuously passes in its acid and water processing stages. And when the drying ovens are running, a hot, complex wave of acidic and organic vapour pushes through the building. The WWTP, operating 24/7, adds a constant, diffuse background of sewage-like odour even on days when production is reduced.
This blog is written from that field-grounded perspective. It is intended as a practical resource for environmental engineers, plant managers, regulatory officers, sustainability professionals, and odour control solution providers working with rubber thread manufacturers in India and globally.
2. Overview of the Rubber Thread Manufacturing Process
Understanding odour control begins with a clear understanding of the manufacturing process itself, since every stage has the potential to generate malodorous emissions.
2.1 Raw Material: Natural Rubber Latex
Most rubber thread is produced from concentrated natural rubber latex — the colloidal suspension of polyisoprene derived from Hevea brasiliensis trees. Fresh latex has a characteristic milky appearance and a mild, earthy odour. However, once it begins to age or is subjected to chemical treatment, it rapidly becomes a source of complex odorous emissions.
Preserved field latex typically contains ammonia as a preservative, contributing to a sharp, irritating odour even before processing begins. Concentrated latex may also contain secondary amine-based preservatives, which can generate nitrosamines and other odorous volatile organic compounds (VOCs).
2.2 Extrusion, Coagulation, and the Acid Tank Chain
Latex is extruded through fine spinnerets into a coagulation bath, typically containing 1–3% acetic acid or formic acid in aqueous solution. The acid causes the rubber to precipitate and coagulate around the spinneret exit, forming a continuous elastic filament. This initial coagulation step is only the beginning of the thread’s journey through the acid processing stages.
After initial coagulation, the thread travels — continuously, at production speed — through a long series of shallow open tanks. This tank chain is one of the most visually and olfactorily distinctive features of any rubber thread plant. Depending on plant design, the thread may pass through 8 to 20 or more individual tanks, alternating between dilute acid baths (to continue and complete coagulation, remove residual ammonia from the latex, and condition the thread surface) and water wash tanks (for cooling, leaching of acid residues, and rinsing). The entire sequence may extend 20–60 metres along the production line.
These shallow tanks — typically 150–300 mm deep and up to 1 metre wide — are almost always open to the atmosphere in conventional plant designs. The thread enters and exits each tank through the liquid surface, creating continuous surface agitation. Splashing, thread drag, and air movement above the tanks strip volatile acid compounds from the liquid into the overlying air with high efficiency. The combined exposed surface area of a full tank chain in a large rubber thread plant may amount to hundreds of square metres — an enormous, essentially uncontrolled area source of acid vapour emission.
Key Field Observation: During a site visit to an operating rubber thread facility, the most intense and pervasive odour was concentrated at the acid tank chain area. The smell was sharply acidic — vinegary and pungent — radiating clearly from the open tank surfaces even at several metres’ distance. The vulcanisation zone, by comparison, was far less odour-impactful. This experience is consistent with what odour control engineers find at many rubber thread plants: the acid tank chain is the single largest odour source by area and often by community impact.
2.3 Vulcanisation
The coagulated, acid-processed thread passes through a vulcanisation unit — typically a hot air oven or steam chamber — which cross-links the rubber polymer chains to impart the elasticity, resilience, and mechanical strength that define rubber thread quality. Sulphur-based vulcanisation chemistry is most commonly used, employing elemental sulphur together with organic accelerators such as mercaptobenzothiazole (MBT), tetramethylthiuram disulphide (TMTD), and zinc diethyldithiocarbamate (ZDEC).
Vulcanisation reactions at 120–180°C generate sulphur compounds — hydrogen sulphide (H₂S), mercaptans, dimethyl sulphide, and benzothiazoles — that are among the most odorous chemicals known. However, in practice, the vulcanisation stage at many modern rubber thread plants is better-controlled than the acid tank chain: the oven is a more enclosed structure, the emission is more concentrated and point-source in character (making capture easier), and many plants have invested in oven ventilation and treatment as a regulatory priority. As a result, field experience increasingly shows that vulcanisation odour — while never trivial — is often not the dominant community or worker odour complaint at well-managed plants. The acid tanks and drying stages deserve equal or greater engineering attention.
2.4 Washing and Leaching
Post-vulcanisation, the thread continues through additional water wash tanks to remove residual sulphur compounds, accelerator decomposition products, and coagulation chemical residues. This washing stage generates further volatile acid and organic compound emissions where residual acid is present, and contributes to the overall wastewater loading that the WWTP must handle.
2.5 Drying — A Major and Often Overlooked Odour Source
Thread drying is the second major odour source in rubber thread manufacturing that is systematically underestimated in conventional odour assessments. After passing through the wash stages, the wet rubber thread — saturated with water, carrying residual acetic or formic acid, ammonia salts, and accelerator compounds absorbed during processing — enters drying ovens to remove moisture and achieve the final thread properties required for winding and packaging.
Drying ovens operate at elevated temperatures, typically 80–130°C, using hot air circulation. At these temperatures, the volatilisation of every residual compound on and within the thread accelerates dramatically. The drying stage acts, in effect, as a thermal stripping column for every volatile compound that survived the washing stages:
- Residual acetic and formic acid: Even after washing, wet thread carries dissolved acid. Drying heat drives this into the oven atmosphere as acid vapour, often in significant concentrations given the volume of thread processed per hour.
- Ammonia from latex preservation residues: Ammonium salts formed from the reaction of preservation ammonia with coagulation acids decompose on heating, releasing free ammonia into the drying oven exhaust.
- Volatile accelerator decomposition products: Residual vulcanisation accelerators and their thermal decomposition fragments (benzothiazoles, thiuram fragments, amines) volatilise during drying, contributing complex organic compound odour to the oven exhaust.
- Water vapour as an odour carrier: The large volume of water vapour driven off during drying carries dissolved and entrained volatile compounds out of the oven, creating a high-volume, warm, humid, and complex odorous exhaust stream.
The drying oven exhaust is particularly challenging to manage because of its combination of properties: high temperature, very high relative humidity (often near-saturated), large volumetric flow rate, and a complex mixture of acid vapours, ammonia, and organic compounds. This combination rules out some treatment technologies (e.g., direct biofilter inlet without pre-conditioning) and requires careful system design to achieve effective odour reduction.
Why Drying is the Forgotten Odour Stage: Plant managers and regulators tend to focus odour control investment on visible, dramatic emission sources — the vulcanisation oven exhaust stack, the WWTP. The drying oven, which may not have a dedicated stack and often exhausts through louvres, roof ventilators, or building openings, is easily overlooked in design and auditing. Yet its continuous, high-volume, hot acid/ammonia exhaust makes it one of the most significant contributors to both workplace air quality and community odour impact in many rubber thread facilities.
2.6 Talcing and Packaging
Rubber thread is typically coated with talc (magnesium silicate) powder to prevent self-adhesion. This stage is relatively odour-neutral compared to earlier stages, though the fine powder can contribute to dust-odour interactions. Packaging in enclosed areas can concentrate residual off-gas emissions.
3. Odour Sources and Chemical Characterisation
A thorough inventory of odour sources — ranked honestly by their real-world impact rather than theoretical potential — is the foundation of any effective control programme. Based on field assessments at operating rubber thread plants, the following ranking reflects practical experience:
Practical Odour Impact Ranking at Most Modern Rubber Thread Plants: (1) Acid tank chain and drying stage — the dominant, continuous, and most pervasive odour sources; (2) WWTP — continuous 24-hour background source; (3) Vulcanisation — significant but often better-enclosed than the acid and drying stages; (4) Latex receiving and storage — intermittent ammonia source; (5) Solvent and ancillary processes — plant-specific contributors.
3.1 Acid Tank Chain Emissions — The Primary Odour Source
The chain of shallow, open acid and water wash tanks through which rubber thread continuously passes is, at most rubber thread plants, the single largest odour emission source by area and the most impactful in terms of worker exposure and community perception. This reflects a fundamental physical reality: large open liquid surfaces at process temperatures, continuously agitated by thread movement and air currents, are extraordinarily efficient at volatilising dissolved compounds into the overlying atmosphere.
The key volatile acid compounds released from the tank chain and their odour characteristics:
- Acetic acid (CH₃COOH) — Odour threshold ~0.5 ppm; sharp, vinegary, pungent character; immediately recognisable and highly irritating at elevated concentrations. Open coagulation and acid baths can generate localised acetic acid concentrations of 5–50 ppm in the immediate work zone. The TLV-TWA (occupational exposure limit) for acetic acid is 10 ppm — meaning odour complaints and worker discomfort can occur at concentrations below the regulatory exposure limit.
- Formic acid (HCOOH) — Used in some plants as the primary coagulant acid. Odour threshold ~5 ppm; intensely pungent, penetrating odour. A stronger mucous membrane irritant than acetic acid at equivalent concentrations, causing eye, nose, and throat irritation even at low ppm levels.
- Butyric acid (CH₃CH₂CH₂COOH) — Generated by microbial activity in ageing or improperly stored latex. Odour threshold ~0.001 ppm — roughly 500 times more odour-potent than acetic acid on a molar basis. Character: rancid butter, vomit. Even trace concentrations create profound and deeply unpleasant odour impact that far exceeds what acetic acid alone can generate.
- Propionic acid (CH₃CH₂COOH) — Threshold ~0.1 ppm; rancid, sour-dairy odour. Co-produced with butyric acid through anaerobic activity in stored latex and sump liquors.
- Valeric and isovaleric acids — Threshold ~0.001 ppm; cheesy, sweaty, intensely rancid. Generated from microbial breakdown of rubber-associated proteins. Potent contributors to the complex, nauseous character of rubber plant acid area odour even at trace levels.
A critical and frequently underestimated mechanism at the tank chain is acid mist and aerosol formation. Thread running at production speed through and above the liquid surface creates fine droplet aerosols of acid solution — not merely vapour — entrained in the air. This acid mist is more penetrating, travels further than vapour-phase emissions alone, and creates secondary surfaces for acid volatilisation as the droplets evaporate in transit. In tank rooms with poor ventilation, acid mist can create visible haze above the tank line.
The interaction between acid vapours and ammonia from latex preservative residues generates ammonium acetate and ammonium formate aerosols — fine white particulate that is itself odorous and creates a characteristic chemical haze. This secondary aerosol formation means that odour from the acid tank area extends well beyond what a simple vapour-pressure calculation would predict.
3.2 Drying Stage Emissions — The Second Major Source
Thread drying is the second most impactful odour stage in rubber thread manufacturing — a ranking that surprises many engineers and regulators who focus primarily on the vulcanisation oven. The drying stage acts as a thermal desorption system for every volatile compound carried on or within the wet thread, operating at temperatures (80–130°C) that dramatically accelerate volatilisation rates for acetic acid, ammonia, and organic compounds simultaneously.
The odour character of drying oven exhaust is complex: it combines the sharp acidity of acetic/formic acid vapour, the pungent alkalinity of released ammonia, the organic complexity of accelerator decomposition fragments, and the warm ‘cooked rubber’ character arising from thermal treatment of the rubber polymer surface. This multi-compound mixture creates a distinctive, pervasive odour that workers and neighbours in the vicinity of rubber thread plants frequently identify as more troubling than vulcanisation odour.
The specific challenge of drying oven exhaust for odour control engineers is its combination of properties: high temperature (60–120°C at the oven exit), near-saturated humidity, large volumetric flow (a single multi-oven drying line may exhaust tens of thousands of cubic metres per hour), and a complex, variable compound mixture. This profile requires a pre-conditioning step — typically cooling and partial dehumidification — before most biological or physical treatment technologies can be applied effectively.
Key emission compounds from the drying stage:
- Acetic acid — Dominant compound in drying exhaust at plants using acetic acid coagulation. Concentrations in undiluted oven exhaust can reach 50–500 ppm, orders of magnitude above odour threshold.
- Ammonia (NH₃) — Released from decomposition of ammonium acetate/formate salts on heating. Threshold ~1.5 ppm; sharp, suffocating character. Reacts with acid vapours to form secondary aerosols as the exhaust cools.
- Benzothiazole and MBTS derivatives — Volatilise from vulcanisation accelerator residues during drying. Rubber-specific chemical odour; relatively low odour threshold at ~0.002 ppm.
- Residual mercaptans and thioethers — Trace sulphur compounds carried from the vulcanisation stage volatilise completely during drying. Even at trace levels, their very low odour thresholds mean they contribute disproportionately to odour character.
- Fatty acid esters and plasticiser volatiles — Process oil and plasticiser components present in some compounding systems emit characteristic petroleum/oily organic odour during drying.
3.3 Vulcanisation Emissions — Significant but Often Better-Managed
Vulcanisation remains an important odour source in rubber thread manufacturing and cannot be dismissed. The thermal decomposition of sulphur-based accelerators at 120–180°C generates some of the most acutely odorous compounds known to industrial chemistry — including hydrogen sulphide, methyl mercaptan, dimethyl sulphide, and dimethyl disulphide.
Key vulcanisation odour compounds and odour thresholds:
- Hydrogen sulphide (H₂S): Odour threshold ~0.5 ppb; rotten egg smell; extremely penetrating
- Methanethiol (methyl mercaptan, CH₃SH): Threshold ~0.07 ppb; rotting cabbage/garlic
- Dimethyl sulphide (DMS): Threshold ~0.6 ppb; sweetish sulphurous
- Dimethyl disulphide (DMDS): Threshold ~0.01 ppb; putrid, garlic-like
- Carbon disulphide (CS₂): Threshold ~0.2 ppb; sweet/ether-like with sulphurous notes
- Benzothiazole derivatives: Rubber-specific odour; low threshold; persistent
The Vulcanisation Paradox: Sulphur compounds from vulcanisation are among the most odour-potent chemicals in existence — detectable at parts per trillion. Yet in practice, the enclosed nature of vulcanisation ovens means that even modest investment in oven sealing, and extraction captures the majority of these emissions before they disperse. By contrast, the open acid tank chain — with its vast exposed surface area — is far harder to enclose and control despite containing compounds that are less acutely potent per molecule. Area matters as much as chemistry when assessing real-world odour impact.
3.4 Ammonia, Amines, and Solvent Emissions
Field latex is typically preserved with ammonia (0.3–0.7%) to prevent microbial degradation during transport and storage. Degassing of preserved latex in the receiving and mixing areas contributes significantly to atmospheric ammonia levels. Secondary amines (dimethylamine, trimethylamine) formed during latex processing produce characteristic fishy and putrid odours at very low concentrations. Some plants also use organic solvents for compounding or cleaning — hydrocarbon solvents, ketones, and aromatics (toluene, xylene) contribute VOC loading and complex mixed odours.
3.5 WWTP Odour — The Persistent Background Source
The Wastewater Treatment Plant (WWTP) serving a rubber thread manufacturing facility is consistently one of the top two odour sources at any such plant — and in many cases, it is the single most persistent and community-impacting odour source. Unlike process emissions, which may be episodic or shift-dependent, WWTP odours are generated continuously, 24 hours a day, including during periods when production has ceased. This makes WWTP odour uniquely problematic for community relations: neighbours may smell the facility even on weekends or holidays when no production is occurring.
Rubber thread plant wastewater is characterised by extremely high organic loading — BOD (Biological Oxygen Demand) values of 2,000–15,000 mg/L are typical, compared to 200–400 mg/L for domestic sewage. This high-strength organic effluent, combined with residual sulphur compounds, coagulation chemicals, ammonia from latex preservation, and rubber-associated proteins, creates ideal conditions for aggressive biological odour generation throughout the treatment system.
The primary WWTP odour-generating mechanisms include:
- Hydrogen sulphide (H₂S) from anaerobic zones: In collection sumps, equalisation basins, and anaerobic treatment units receiving high-sulphur rubber wastewater, sulphate-reducing bacteria (Desulfovibrio, Desulfobacter spp.) reduce dissolved sulphate to sulphide. At WWTP pH values below 8.0, a significant proportion of dissolved sulphide volatilises as H₂S — the most potent and universally recognised sewage odour compound.
- Volatile fatty acids from anaerobic degradation: The breakdown of rubber-associated proteins and organic compounds by fermentative bacteria in anaerobic zones generates acetic, propionic, and butyric acids — the same volatile acids produced at the coagulation bath, but from a biological rather than chemical source.
- Mercaptans and organic sulphur from protein decomposition: Rubber latex contains naturally occurring proteins (Hevein, prohevein, and other rubber-associated proteins) that are released into the wastewater. Microbial decomposition of these sulphur-containing amino acids (methionine, cysteine) generates methanethiol, dimethyl sulphide, and other potent mercaptans.
- Ammonia from biological nitrogen processing: Nitrogenous compounds from latex preservation ammonia and protein degradation produce atmospheric ammonia in aeration basins and sludge handling areas, particularly at elevated temperatures.
- Sludge handling and dewatering emissions: Biological and chemical sludges from rubber wastewater treatment are particularly malodorous. Centrifuge and filter press operations, sludge storage, and sludge drying beds generate intense, localised odour emissions — often the most concentrated point source in the entire WWTP odour profile.
A critical operational factor is that rubber thread WWTP odour intensity is highly dependent on loading variability. During production start-up or following process upsets, slug loads of high-strength, high-temperature wastewater can overwhelm treatment capacity and trigger short-duration but intense odour episodes. These incidents, typically lasting 30 minutes to several hours, often generate the most serious community complaints and regulatory attention.
Open WWTP structures — the open equalisation tanks, aeration basins, clarifiers, and sludge lagoons typical of older rubber plant wastewater systems — represent large, essentially uncontrolled area sources of odour. The sheer surface area of these exposed liquid surfaces, combined with wind-driven stripping of dissolved volatile compounds, makes open WWTP units among the most challenging odour sources to manage by conventional means.
Industry Reality: At many rubber thread plants, the WWTP operates 24 hours a day, 365 days a year — generating odour during night-time and weekend hours when production emissions are absent. Investing in WWTP odour control is therefore not optional if community relations and regulatory compliance are to be maintained throughout the operational calendar.
3.6 Storage and Material Handling
Latex storage tanks, acid storage, accelerator mixing areas, and even bulk talc silos can contribute to overall odour loading. Fugitive emissions from tank vents, hatches, and pipe joints are often underestimated but collectively significant.
4. Environmental and Health Impacts of Rubber Industry Odours
4.1 Community Amenity and Quality of Life
Rubber thread manufacturing plants, where located close to residential or mixed-use areas, are frequently among the top sources of odour nuisance complaints to environmental regulators. The characteristic sulphurous smell is associated with strong negative emotional responses in affected communities — including reported symptoms of anxiety, sleep disturbance, and perceived ill-health.
Odour exposure studies consistently demonstrate that community annoyance can occur at levels well below those associated with direct physiological harm — meaning the social cost of rubber industry odour is often disproportionate to the quantified health risk.
4.2 Occupational Health Impacts
Workers in rubber thread factories are exposed to significantly higher concentrations of malodorous compounds than the surrounding community. Key health concerns include:
- Hydrogen sulphide: At moderate concentrations (10–50 ppm), causes eye, nose, and throat irritation, headache, and nausea. At high concentrations, rapid olfactory fatigue (‘odour paralysis’) means workers may be unaware of exposure.
- Ammonia: Eye and respiratory tract irritant; chronic low-level exposure associated with respiratory sensitivity.
- Benzothiazoles and thiuram derivatives: Suspected skin sensitisers and potential reproductive toxins.
- VOCs (solvents, aromatic compounds): Central nervous system depressants at elevated concentrations; some are known or suspected carcinogens.
4.3 Environmental Impacts
Beyond human receptor impacts, odorous emissions from rubber thread plants contribute to ground-level air quality degradation. Sulphur compounds participate in acid deposition chemistry. VOC emissions contribute to photochemical smog formation. In ecologically sensitive areas, deposition of reactive nitrogen (from ammonia) can drive changes in plant community composition.
4.4 Business and Reputational Risks
Repeated odour complaints can result in regulatory enforcement action, improvement notices, civil litigation, planning restrictions on expansion, and significant reputational damage. Increasingly, major brand customers in the garment and textile industries are requiring supply chain partners to demonstrate environmental compliance, including odour management — making this a commercial as well as regulatory imperative.
5. Odour Measurement and Assessment
Effective odour management requires rigorous measurement. Several complementary approaches are used in rubber thread industry contexts:
5.1 Dynamic Olfactometry (EN 13725)
The internationally recognised standard method for measuring odour concentration. An odour panel of trained assessors is presented with sequentially diluted samples of stack or area emissions. The result is expressed in European Odour Units per cubic metre (ouE/m³). This method captures the full complexity of odour mixtures but is resource-intensive.
5.2 Electronic Nose (e-Nose) Technology
Arrays of metal oxide semiconductor sensors can be trained to recognise the characteristic odour signature of rubber plant emissions and provide continuous, real-time monitoring. While less precise than olfactometry for absolute quantification, e-nose systems are valuable for trend monitoring, source attribution, and community impact assessment.
5.3 Analytical Chemistry — GC-MS and GC-Olfactometry
Gas chromatography with mass spectrometry (GC-MS) identifies and quantifies individual odorant compounds in complex emission samples. GC-Olfactometry (GC-O) combines chemical analysis with trained human sniffers to identify the specific compounds driving overall odour character — essential for targeted chemical control strategies.
5.4 Dispersion Modelling
Computer-based atmospheric dispersion models (such as AERMOD, CALPUFF, or AUSTAL) translate measured emission rates into predicted ground-level odour concentrations at receptor locations (homes, schools, hospitals). Dispersion modelling is a key tool for regulatory compliance demonstration, impact assessment, and planning decisions.
5.5 Community Odour Diaries and Citizen Science
Structured community odour reporting programmes — where residents log frequency, intensity, and character of perceived odours via digital platforms — provide valuable real-world impact data that complements technical measurements. Several environmental regulators now accept community monitoring data as part of impact assessment frameworks.
6. Odour Control Strategies
A comprehensive odour control programme for a rubber thread manufacturing plant should be structured around the ‘source-pathway-receptor’ framework: minimising emissions at source, interrupting the transmission pathway, and protecting sensitive receptors. Best practice combines multiple complementary approaches.
6.1 Process Modifications and Source Reduction
6.1.1 Accelerator System Optimisation
The choice of vulcanisation accelerator system has a profound effect on sulphur compound emissions. TMTD (tetramethylthiuram disulphide) — historically the most widely used accelerator — is a particularly potent precursor for dimethyl disulphide and other malodorous thiuram decomposition products. Reformulation to EV (efficient vulcanisation) or semi-EV systems using lower sulphur/accelerator loadings, or to accelerator blends with lower odour potential (e.g., CBS-based systems), can achieve significant odour reductions without compromising product performance.
Some plants have successfully trialled sulphur-free vulcanisation systems based on peroxide or UV curing chemistry, eliminating sulphur-derived odour at source — though these require significant process and capital investment and may affect thread characteristics.
6.1.2 Temperature and Process Control
Since sulphur compound generation is strongly temperature-dependent, minimising vulcanisation temperatures and residence times reduces thermal decomposition product formation. Modern heat transfer systems using precisely controlled steam or hot air can achieve adequate cure at lower peak temperatures. Continuous monitoring of vulcanisation zone temperatures and process parameter logging enables optimisation.
6.1.3 Latex Preservation Chemistry
Transitioning from conventional high-ammonia latex preservation to low-ammonia systems (using secondary preservatives such as boric acid, lauric acid, or TPAS — tetrakis(hydroxymethyl)phosphonium sulphate) reduces ammonia loading at the point of latex receipt and mixing. The additional capital cost is relatively modest; the odour reduction can be substantial.
6.1.4 Coagulation Bath Management and Acid Emission Control
Given the primacy of acid emissions as an odour source in many rubber thread facilities, the coagulation bath system deserves dedicated engineering attention — far beyond the minimal coverage it typically receives in odour management plans that focus predominantly on vulcanisation.
Source reduction measures specific to coagulation acid emissions include:
- Acid concentration optimisation: Operating coagulation baths at the minimum effective acid concentration reduces the partial pressure of volatile acid in the overlying air. Regular monitoring and precise pH control of coagulation bath chemistry can significantly reduce acid volatilisation rates without compromising thread coagulation quality.
- Temperature management: Acid volatilisation increases exponentially with temperature. Maintaining coagulation bath temperature at the lowest effective level — and avoiding unnecessary heating of the bath liquor — reduces the vapour pressure of acetic and formic acids.
- Coverage and enclosure of coagulation troughs: Full or partial covering of individual coagulation troughs dramatically reduces the effective emission surface area. Even simple polypropylene covers with slotted openings for thread passage can reduce acid vapour emissions by 60–80% compared to fully open baths.
- Ventilated enclosure of the coagulation hall: Where individual trough covers are impractical, constructing a well-sealed, negatively pressurised enclosure over the entire coagulation area and connecting this to an acid vapour treatment system (alkaline scrubber, biofilter, or combined system) is an effective building-scale solution.
- Acid storage and handling: Open acid storage tanks, transfer points, and dosing systems are secondary but significant acid emission sources. Closed storage tanks with vent connections to the treatment system, and enclosed dosing systems, address these fugitive sources.
- Management of latex freshness: Minimising the holding time of preserved latex before processing reduces the biological production of higher volatile fatty acids (butyric, valeric, isovaleric acids) that are vastly more odorous than acetic acid on a per-molecule basis. First-in-first-out latex management and cold storage where feasible reduce microbial fatty acid generation.
6.2 Enclosure and Ventilation Engineering
6.2.1 Source Enclosure
The most effective engineering measure for preventing odour dispersion is physical enclosure of the emission source. Vulcanisation ovens, coagulation tanks, and latex mixing equipment should be fully enclosed with negative pressure maintained relative to the surrounding work environment. This captures emissions at source and channels them to a centralised treatment system.
Where full enclosure is impractical (e.g., open continuous vulcanisation lines), localised extraction hoods designed to the ACGIH (American Conference of Governmental Industrial Hygienists) guidelines for industrial ventilation can capture the majority of emissions before they disperse into the work environment.
6.2.2 Centralised Ventilation and Collection Systems
A well-designed plant-wide HVAC system, maintaining a hierarchy of negative pressures from clean to dirty areas, ensures that odorous air migrates towards treatment rather than towards occupied areas or exits. High-efficiency filtration at HVAC intakes prevents cross-contamination. The collected odorous air stream is directed to end-of-pipe treatment.
6.3 End-of-Pipe Treatment Technologies
For the concentrated odorous exhaust streams captured from enclosed process equipment, several established treatment technologies are available. Selection depends on the concentration and chemistry of the odorous compounds, the required destruction efficiency, capital and operating cost constraints, and local regulatory requirements.
6.3.1 Wet Chemical Scrubbing
Packed bed wet scrubbers are the most widely deployed technology for rubber industry odour control, particularly for the sulphur compound and ammonia-dominant emissions characteristic of rubber thread manufacturing.
- Alkaline scrubbing (caustic soda/sodium hypochlorite solution): Highly effective for H₂S, mercaptans, and volatile acids. Reaction: H₂S + NaOH → NaHS + H₂O. Sodium hypochlorite provides oxidative destruction of sulphide species.
- Acidic scrubbing (dilute H₂SO₄ or HCl): Effective for ammonia removal. The two-stage acid/alkali scrubber configuration is optimal for mixed ammonia/sulphur streams.
- Oxidative scrubbing (potassium permanganate, chlorine dioxide, hydrogen peroxide): Higher capital cost but capable of treating a broader range of refractory VOCs.
Modern multi-stage scrubber systems with automated reagent dosing, pH monitoring, and online performance tracking can achieve H₂S removal efficiencies of 95–99%, providing a robust and controllable treatment solution.
6.3.2 Thermal Oxidation
Regenerative Thermal Oxidisers (RTOs) and direct-fired thermal oxidisers combust odorous VOCs and sulphur compounds at temperatures of 800–1000°C, converting them to CO₂, H₂O, and SO₂. Destruction efficiencies of 99%+ are achievable. The SO₂ produced from sulphur compound oxidation must itself be managed — requiring downstream alkaline scrubbing of the thermal oxidiser exhaust. RTOs recover 90–95% of combustion heat, significantly reducing operating costs for continuous operation. Thermal oxidation is particularly well-suited to solvent-laden streams with sufficient calorific value.
6.3.3 Biofiltration and Gas Bioscrubbing
Biofilters use packed beds of organic or synthetic media to support microbial communities that oxidise odorous compounds as an energy source. Biofiltration is cost-effective for low to moderate concentration streams with high volumetric flow — conditions typical of ventilation exhaust from rubber thread plants and WWTP area extraction.
Sulphur-oxidising bacteria (Thiobacillus, Acidithiobacillus, Beggiatoa spp.) are particularly effective at degrading H₂S and simple organic sulphur compounds. Well-designed biofilters achieve 90–98% H₂S removal with minimal energy input and chemical reagent use. Biotrickling filters — a variant where a liquid phase trickles over structured packing — offer improved process control and are increasingly favoured for industrial rubber plant applications.
Biofilters are equally well suited to treating acid vapour streams (acetic acid, formic acid, butyric acid) arising from coagulation areas. Acetic acid is readily biodegradable, and heterotrophic bacteria in a well-managed biofilter media can achieve greater than 95% removal efficiency for acetic acid vapour at concentrations typical of coagulation bath exhaust. This makes biofiltration a particularly attractive technology for the dominant acid odour source identified in many rubber thread facilities.
6.3.4 Spotlight: Elixir Enviro Systems (EES) — Specialist Odour Control for the Rubber Industry
Elixir Enviro Systems Pvt. Ltd. (EES), headquartered in Calicut, Kerala, India, is one of the most experienced and technically advanced odour control engineering firms operating in the South and Southeast Asian region — the heartland of the global rubber thread manufacturing industry. Founded in 2014, EES brings over Seven decades of combined leadership expertise in environmental pollution control and has delivered air treatment systems with a cumulative capacity of over one million cubic metres per hour across diverse industrial sectors.
EES is particularly noteworthy for the rubber industry because it has experience not only with rubber thread manufacturing but with the full spectrum of rubber processing operations — including reclaim rubber factories, natural rubber processing, and latex-based product manufacturing. This industry-specific knowledge, combined with deep engineering expertise, makes EES a uniquely qualified partner for rubber thread plants addressing complex, multi-source odour challenges.
Elixir Enviro Systems has been recognised as a pioneer in gas biofilter technology in India. The company’s Chief Innovation Officer was the first to develop and apply gas biofilter technology at full industrial scale in India, and the biofilter media widely used in India today traces its lineage to his patented innovation. This heritage of technical leadership continues to drive EES’s approach to every project.
EES Core Technologies for Rubber Thread Odour Control
EES does not apply a one-size-fits-all approach to odour control. The company’s methodology begins with a rigorous analysis of the specific emission stream — including temperature, humidity, dust content, chemical composition, and concentration — before selecting and engineering the most appropriate treatment solution. For rubber thread applications, EES deploys several complementary technologies:
- Cocofil™ Gas Biofilters — EES’s patented proprietary biofilter media, Cocofil, is a specially formulated natural media designed to handle the mineral salt accumulation associated with treating volatile organic compounds and sulphur compounds in rubber processing exhaust. Cocofil media is engineered to maintain stable microbial growth and media structure over the long operational lifetimes required in continuous industrial applications. Standard-rate Cocofil biofilters are ideal for high-volume, moderate-concentration exhaust streams — including coagulation area ventilation exhaust, WWTP area extraction, and general building ventilation from rubber thread plants.
- High-Rate Ultrafil Biofilters — Where plant footprint is constrained, EES offers its high-rate Ultrafil biofilter systems — compact, high-capacity biofiltration units engineered for maximum treatment efficiency in minimum floor area. High-rate biofilters are particularly valuable for retrofit applications in existing rubber thread plants where space for additional treatment infrastructure is limited. Ultrafil systems have been successfully deployed in fish and shrimp feed plants at capacities of hundreds of tons per day — a demanding application that shares many characteristics with rubber latex-derived odour streams.
- Chemical Scrubbing Systems — EES designs and supplies acid and alkali scrubbers in multiple configurations — counter-current and cross-flow — for applications where chemical treatment is the most appropriate primary technology. For rubber thread coagulation acid vapour streams, a single-stage alkaline scrubber (NaOH dosing) efficiently neutralises acetic and formic acid vapours before the treated exhaust passes to a downstream biofilter for polishing. For WWTP exhaust containing mixed H₂S and ammonia, a two-stage scrubber (acid stage for ammonia, alkali stage for H₂S) followed by biofiltration represents a robust and EES-proven configuration.
- Activated Carbon Filter Systems — For polishing treatment of complex VOC mixtures, including benzothiazole-containing exhaust from vulcanisation, and for applications requiring very high odour removal efficiency at low residual concentrations, EES offers activated carbon adsorption systems as standalone units or in combination with biological treatment.
- Incineration Systems for High-Strength Streams — For concentrated, high-temperature emission streams — such as pressure relief or batch venting from vulcanisation systems — where biofilter or scrubber technology is not appropriate, EES designs incineration systems for complete thermal destruction of odorous compounds.
- Ventilation System Design — A fundamental capability that is often overlooked, EES engineers the ventilation and extraction systems required to collect odour from both open spaces (sumps, WWTP lagoons, open coagulation areas) and enclosed spaces (vulcanisation sheds, mixing rooms). Effective collection is the prerequisite for any treatment technology — and EES’s experience in designing capture systems for rubber processing operations, including the specific challenges of hot, humid, acid-laden air streams, is a critical differentiator.
EES’s approach to odour control as ‘a comprehensive and reliable engineering solution rather than a single technology product’ aligns precisely with best-practice odour management for rubber thread manufacturing, where multiple emission sources with different chemical characters require different treatment approaches — often in combination.
For rubber thread manufacturers seeking to address the full complexity of their odour challenge — from coagulation acid emissions to WWTP off-gases to vulcanisation exhaust — EES offers end-to-end capability: from initial site audit and odour characterisation through system design, supply, installation, commissioning, and ongoing operational support. The company’s location in Kerala, at the heart of India’s rubber processing industry, provides both logistics advantages and deep familiarity with the specific operating conditions of South Asian rubber plants.
Contact Elixir Enviro Systems: info@elixirenviro.in | www.elixirenviro.in | First Floor, Jyothi Building, Jafar Khan Colony, Calicut 673006, Kerala, India — for expert consultation, site assessment, and custom odour control engineering solutions for rubber thread manufacturing.
6.3.5 Activated Carbon
Granular activated carbon (GAC) adsorption is highly effective for low-concentration, high-value odour compound streams — particularly complex organic VOC mixtures including benzothiazoles, polysulphides, and aromatic compounds that are not efficiently treated by scrubbing alone. Carbon beds can be regenerated in situ or replaced when exhausted. Impregnated carbons (e.g., potassium iodide, sodium hydroxide, or permanganate impregnated) extend effectiveness to polar compounds including H₂S and ammonia. The higher opex in connection with the carbon replacement often hinders the wide range application of the same in industries.
6.4 WWTP Odour Control — Covering the 24-Hour Source
Given that WWTP odour is a continuous, round-the-clock source — unlike process emissions which are production-dependent — it warrants comprehensive and dedicated engineering control. The following hierarchy of measures represents best practice:
- Covering and extraction of open WWTP structures: Collection sumps, equalisation tanks, dissolved air flotation units, primary settlers, and sludge handling areas should be covered with GRP (glass reinforced plastic), polypropylene, or floating covers. The enclosed airspace under the cover is maintained at slight negative pressure and connected to a centralised odour treatment system. This single measure is the highest-impact WWTP odour control intervention available.
- Chemical dosing for in-sewer and in-tank H₂S suppression: Iron salt dosing (ferrous chloride or ferric sulphate) precipitates dissolved sulphide as iron sulphide, removing it from solution before it can volatilise as H₂S. Maintaining wastewater pH above 8.5 through caustic dosing in collection systems shifts sulphide speciation from volatile H₂S (dominant below pH 7) to non-volatile HS⁻ and S²⁻ ions. Nitrate dosing inhibits sulphate-reducing bacteria by providing an alternative electron acceptor, suppressing H₂S generation at source.
- Biogas capture from anaerobic units: Where anaerobic treatment (UASB reactors, anaerobic lagoons) is used for high-strength rubber wastewater, complete biogas capture and flaring or energy recovery is essential. Uncontrolled anaerobic units releasing biogas directly to atmosphere are among the most intense point sources of H₂S and methane-associated odour in any rubber plant WWTP.
- Aeration basin covers and odour extraction: Aeration basins, while aerobic, still generate odour from ammonia stripping, surface VOC volatilisation, and foam formation. Covering aeration basins is technically challenging but achievable with specially designed floating covers or tensioned membrane systems with internal aeration provisions.
- Sludge management: Dewatered rubber WWTP sludge should be transported in covered vehicles and processed or disposed of promptly. Open sludge drying beds generate intense localised odour and should be enclosed or replaced with mechanical dewatering with covered cake storage.
- Odour treatment for WWTP exhaust: Captured WWTP area exhaust — characterised by high humidity, mixed H₂S and ammonia, and complex organic content — is well suited to treatment by two-stage chemical scrubbing (acid + alkali stages) followed by biofiltration. EES (Elixir Enviro Systems) has expertise in designing treatment systems for this stream profile, leveraging their Cocofil biofilter media technology to handle the high-humidity, variable-loading conditions characteristic of WWTP exhaust effectively and sustainably.
6.5 Site Planning and Landscaping
For new or redeveloping facilities, strategic site planning can significantly reduce community odour impact:
- Buffer zones: Maintaining adequate separation distance between processing buildings and the site boundary is the most reliable odour control measure. Regulatory guidance on minimum buffer distances should be applied and exceeded where feasible.
- Wind direction analysis: Plant layout should be designed so that prevailing winds carry emissions away from sensitive receptors. Process buildings housing the most intensive odour sources should be oriented to maximise this effect.
- Vegetative buffers: Dense multi-species tree belts around the site perimeter provide physical interception of odorous particles and aerosols, atmospheric mixing enhancement, and a visual/psychological buffer for neighbouring communities. Research suggests well-established tree belts of 30–50 m depth can reduce perceived odour at the perimeter by 20–40%.
6.6 Odour Management Systems and Continuous Monitoring
Beyond individual control technologies, a systematic odour management approach is essential:
- Real-time fence-line monitoring: Continuous monitoring stations at site boundaries, using e-nose or H₂S/NH₃ electrochemical sensors, provide early warning of odour exceedances and support incident investigation.
- Meteorological integration: Real-time weather data integration allows operational adjustments to minimise community impact.
- Odour audit and source prioritisation: Regular site-wide odour audits using a structured ‘sniff-walk’ methodology identify and rank emission sources, directing control investments to the highest-priority areas.
- Incident investigation protocol: A documented protocol for investigating community odour complaints — linking complaint events to plant operational data, meteorological conditions, and emission measurements — enables root cause identification and targeted improvement.
7. Regulatory Framework and International Standards
The regulatory landscape for industrial odour management varies significantly by jurisdiction but is evolving rapidly in response to growing recognition of odour as a significant environmental stressor.
7.1 Key Regulatory Approaches
- Emission limit values (ELV): In the EU Some regulators set numerical limits on odour concentration in stack emissions (e.g., ≤500 ouE/m³ for existing plants, ≤300 ouE/m³ for new plants in some EU member states).
- Immission limits (ambient ground-level concentrations): A growing number of jurisdictions set limits on odour concentrations at the site boundary or at sensitive receptors — typically expressed as a percentile exceedance frequency (e.g., odour must not exceed 5 ouE/m³ for more than 2% of hours in any year at the nearest sensitive receptor).
- Best Available Techniques (BAT): Under the EU Industrial Emissions Directive and equivalent frameworks, rubber processing installations above threshold size must demonstrate compliance with BAT conclusions, which define state-of-the-art odour control approaches.
- Planning and land use controls: Most jurisdictions use planning/zoning mechanisms to manage the separation of industrial odour sources and sensitive receptors.
- In India, National Ambient Air Quality Standards (NAAQS) are legally binding limits for atmospheric pollutants set to protect public health and the environment.
7.2 Relevant Standards and Guidelines
- EN 13725: European standard for determination of odour concentration by dynamic olfactometry — the internationally recognised measurement protocol.
- VDI 3880 (Germany): Olfactometry — static sampling and static dilution to threshold olfactometry.
- ASTM E679: US standard for determination of odour and taste thresholds.
- IPPC BREF on Polymers: EU guidance document on best available techniques for polymer processing, including rubber, addressing odour specifically.
- WHO Air Quality Guidelines: Provide context for VOC and sulphur compound health-based guidance values.
8. Community Engagement and Communication
Technical controls alone are insufficient if community relationships are not proactively managed. The rubber thread industry has a historically poor reputation in many communities for odour impacts, and rebuilding trust requires sustained, transparent, and genuine engagement.
8.1 Community Liaison Committees
Establishing a formal community liaison committee — including plant management, environmental officers, local authority representatives, and community members — provides a structured forum for dialogue, complaint resolution, and information sharing. Plants that have established such committees report significantly fewer formal regulatory complaints and better community relations.
8.2 Odour Action Plans
A published Odour Action Plan, setting out the plant’s emission reduction targets, planned investments, monitoring commitments, and complaint response procedures, demonstrates accountability and builds community confidence. Publicly reporting progress against the plan through annual environmental reports or community newsletters reinforces this.
8.3 Transparent Complaint Handling
A clearly publicised, easy-to-access complaint reporting mechanism — telephone hotline, online form, or mobile app — with a commitment to investigation and response within defined timeframes builds trust. All complaints should be logged, investigated against operational and meteorological data, and responded to even where attribution cannot be confirmed.
9. Case Studies and Industry Best Practice
9.1 India’s Rubber Thread Industry — Environmental Challenges and Opportunities
India is home to one of the world’s most significant rubber thread manufacturing industries. Kerala, with its long history of natural rubber cultivation in districts such as Kottayam, Ernakulam, Thrissur, and Malappuram, hosts the majority of Indian rubber thread capacity. Tamil Nadu’s Coimbatore and Tirupur textile belts represent the second major cluster. The industry supplies thread to India’s vast domestic garment, elastic goods, and medical textile sectors, as well as exporting to markets in Europe, North America, and the Middle East.
Indian rubber thread manufacturers face odour-related environmental challenges on multiple fronts. Older plants — many established in the 1970s to 1990s — were designed without odour control infrastructure, and their acid tank chains, drying stages, and WWTPs operate with minimal capture and treatment of odorous emissions. Community complaints in residential areas neighbouring rubber thread clusters in Kerala and Tamil Nadu have increased significantly in recent years, driving regulatory attention from the Kerala State Pollution Control Board (KSPCB) and Tamil Nadu Pollution Control Board (TNPCB).
At the same time, the opportunity for Indian rubber thread manufacturers is real. As global garment brands intensify supply chain environmental audits, manufacturers who can demonstrate certified odour management programmes, low community impact, and modern environmental controls will enjoy competitive advantage in premium export markets. Indian companies that invest proactively in odour control — rather than reactively in response to enforcement — position themselves as industry leaders both domestically and globally.
India’s rubber thread manufacturers are at an inflection point: the environmental and social cost of uncontrolled odour is rising, while the technology and expertise to address it — including from domestic providers like Elixir Enviro Systems — has never been more accessible or affordable. The time to invest in comprehensive odour management is now.
9.2 Malaysian Rubber Thread Industry Initiatives
Malaysia, as the world’s largest rubber thread producer, has been at the forefront of industry-wide odour management improvement. The Malaysian Rubber Board (MRB) has published technical guidelines for odour control in rubber thread factories, and several leading manufacturers have invested significantly in enclosed vulcanisation systems, multi-stage wet scrubbing, and real-time monitoring infrastructure.
One major Malaysian manufacturer reduced H₂S emissions by 87% over three years through a combination of EV accelerator system reformulation (Redesigned rubber chemical formulas to reduce sulfur-based emissions at the source), fully enclosed vulcanisation ovens, a two-stage acid/alkali wet scrubber train, and automated reagent dosing with 24/7 remote monitoring. Community complaints fell by over 90% during the same period.
9.2 European Approach to Odour Management in Rubber Processing
European rubber processing facilities, subject to the EU Industrial Emissions Directive, have generally maintained higher odour management standards than Asian counterparts due to regulatory pressure and community proximity constraints. Technologies common in European plants — RTOs, biotrickling filters, comprehensive enclosure — are increasingly being adopted globally as best practice benchmarks.
9.3 Elixir Enviro Systems — Specialist Solutions Across the Rubber Industry
Elixir Enviro Systems (EES), based in Calicut, Kerala — the rubber heartland of India — brings direct, hands-on engineering experience with rubber processing odour controlacross multiple rubber industry segments. EES’s work with reclaim rubber factories has involved designing ventilation and design of biofilter systems to manage the complex aromatic organic compound emissions and H₂S characteristic of devulcanising operations — a closely analogous challenge to rubber thread manufacturing.
EES’s comprehensive technology portfolio — acid and alkali scrubbers (counter-current and cross-flow), Cocofil and Ultrafil biofilters, activated carbon systems, incineration, and ventilation engineering — allows the company to address every odour source in a rubber thread plant within a single, integrated engineering solution. The company’s methodology of detailed pre-design emission characterisation ensures that technology selection is matched to actual site conditions rather than generic assumptions.
For rubber thread plants in South Asia considering investment in odour control — whether to address regulatory pressure, community complaints, or supply chain sustainability requirements — EES represents a locally grounded, technically credible, and commercially aligned engineering partner. Contact: info@elixirenviro.in | www.elixirenviro.in
10. Economic Considerations and Return on Investment
A common industry objection to odour control investment is the perceived cost burden. However, a full economic analysis consistently demonstrates that proactive odour management delivers positive returns.
10.1 Cost of Non-Compliance
Regulatory enforcement, civil litigation from affected neighbours, and reputational damage to supply chain relationships can impose far greater costs than a well-designed odour management programme. Enforcement notices requiring emergency retrofitting of controls at regulatory timescales are significantly more expensive than planned investment.
10.2 Energy and Resource Recovery
RTO systems with heat recovery can supply 40–60% of their own fuel requirement from captured VOC combustion energy. Biogas from anaerobic wastewater treatment can substitute natural gas for plant heating. A well-managed odour control programme, designed with resource efficiency in mind, can recover a meaningful proportion of its capital cost through energy and reagent savings.
10.3 Worker Productivity and Retention
Improved workplace air quality resulting from enclosure and treatment investments benefits worker health, reduces absenteeism, and improves staff retention — particularly relevant in tight labour markets for skilled rubber process workers.
10.4 Market Access
Growing number of global garment brands are conducting environmental audits of their supply chains and requiring evidence of environmental compliance, including odour management, as a condition of supplier qualification. Investment in odour control directly protects market access and long-term commercial relationships.
11. ESG, Sustainability, and Odour Control — Why It Matters for Rubber Thread Manufacturers
Environmental, Social, and Governance (ESG) has moved from a corporate reporting afterthought to a central pillar of business strategy for manufacturing industries worldwide. For rubber thread manufacturers in India — supplying global garment brands, medical textile companies, and consumer goods manufacturers who are themselves subject to intense ESG scrutiny from investors, regulators, and consumers — the ESG dimension of odour management is no longer optional. It is a business-critical competency.
ESG in Plain Terms for Rubber Thread Plants: Every open acid tank, uncontrolled drying oven exhaust, and uncovered WWTP lagoon is a visible, measurable failure on the ‘E’ pillar of ESG. Every worker breathing acid fume in the thread processing shed is a failure on the ‘S’ pillar. Every absence of a documented odour management policy is a failure on the ‘G’ pillar. Addressing odour control comprehensively is, simultaneously, an ESG action across all three dimensions.
11.1 The ‘E’ — Environmental Performance
The environmental dimension of ESG for rubber thread manufacturers is most directly expressed through air quality and emissions management. Acid vapour emissions from tank chains, drying oven exhaust, vulcanisation off-gases, and WWTP odours are all measurable atmospheric emissions — even if India’s current regulatory framework does not yet mandate specific odour concentration limits. International ESG rating frameworks, supply chain audit protocols (such as the HIGG Index used widely in the garment industry, and the Bluesign standard for textile suppliers), and ISO 14001 Environmental Management System certification all require documented evidence of emission identification, monitoring, and systematic reduction.
Key environmental ESG metrics for rubber thread manufacturers that relate directly to odour control include:
- Air emission inventory: Identification and quantification of VOC emissions (acetic acid, formic acid, ammonia, benzothiazoles, H₂S) from all process stages. A plant that has never conducted an emission inventory cannot claim credible environmental management.
- Odour reduction targets and progress: Setting measurable reduction targets (e.g., 50% reduction in acetic acid emissions from the acid tank chain within 3 years) and publicly reporting progress against them demonstrates the ‘plan-do-check-act’ cycle that ESG frameworks require.
- Technology investment: Capital investment in odour control infrastructure — scrubbers, biofilters, enclosures, WWTP covers — is directly reportable as environmental capital expenditure (CapEx) in ESG disclosures. It signals intent and commitment to external stakeholders.
- ISO 14001 certification: An Environmental Management System certified to ISO 14001 demonstrates a systematic, audited approach to environmental performance. Odour control is a core requirement within any rubber thread plant’s ISO 14001 system.
- WWTP performance and zero liquid discharge (ZLD): The environmental ESG narrative for rubber thread plants increasingly extends to wastewater — linking odour control from the WWTP with liquid discharge quality, ZLD ambitions, and water stewardship.
11.2 The ‘S’ — Social Responsibility and Community Impact
The social dimension of ESG is where odour in rubber thread manufacturing has its most immediate and personal impact. Uncontrolled acid fume from open tank chains, organic vapour from drying ovens, and WWTP off-gases affect two distinct communities: the workers inside the plant, and the residents, schools, and businesses in the surrounding neighbourhood. Both represent material social ESG risks.
Worker health and safety — occupational exposure to acid vapours, ammonia, and benzothiazoles — is the first social responsibility dimension. In the garment supply chain context, where brands face intense scrutiny on worker conditions (from NGOs, investors, and consumers), a factory where workers are routinely exposed to irritating acid fumes in the acid tank area represents a documented social risk. Supply chain audit programmes increasingly include indoor air quality assessments alongside traditional labour rights and wage checks.
Community impact is the second social dimension. Rubber thread manufacturing clusters in Kerala and Tamil Nadu exist in areas where industrial zones and residential neighbourhoods are closely intertwined. Odour complaints from neighbours — whether filed with the KSPCB, the local panchayat, or documented through social media — create a traceable public record of negative community impact. ESG-conscious companies actively monitor and minimise this footprint.
Positive social ESG actions that rubber thread manufacturers can take in the odour context include:
- Community odour monitoring programmes: Installing fence-line monitoring stations and sharing real-time data publicly demonstrates transparency and accountability — hallmarks of strong social ESG performance.
- Community liaison and grievance mechanisms: A documented, accessible community complaints process — with committed response timelines — is required by many ESG frameworks (including the UN Guiding Principles on Business and Human Rights) and directly addresses odour-related community friction.
- Worker health monitoring: Systematic monitoring of worker exposure to acid vapours and other odorous compounds, with documented remedial action when limits are approached, strengthens the worker wellbeing ESG narrative.
- Transparent reporting: Publishing community odour complaint data, worker exposure monitoring results, and odour control investment figures in an annual sustainability or ESG report builds credibility with buyers, investors, and regulators.
11.3 The ‘G’ — Governance and Management Systems
The governance dimension of ESG relates to the quality of a company’s management systems, policies, and accountability structures for environmental and social performance. For odour management specifically, strong governance means:
- A documented Odour Management Policy: A board-level commitment to odour reduction targets, with named accountability for performance and a published action plan.
- Environmental Management System (EMS): ISO 14001 certification or an equivalent documented EMS that identifies odour as a significant environmental aspect, sets objectives and targets, and reviews performance at management level.
- Supply chain transparency: Where rubber thread manufacturers are themselves suppliers to global brands, responding accurately and completely to brand ESG questionnaires (e.g., the CDP Supply Chain programme, the HIGG Facility Environmental Module) on air emissions and odour management demonstrates governance maturity.
- Third-party verification: Independent audit of odour management performance — by accredited environmental auditors or as part of ISO 14001 certification — provides the third-party assurance that ESG frameworks require.
11.4 Odour Control as an ESG Investment — The Commercial Case
For rubber thread manufacturers seeking to articulate the business case for odour control investment in ESG terms, the return on investment operates across multiple dimensions simultaneously:
- Buyer retention and premium pricing: Brands that source rubber thread for high-margin products (medical textiles, sportswear, premium intimate apparel) are willing to pay a supplier premium for certified environmental performance. ESG compliance can directly translate to higher margins on existing contracts and access to new premium customers.
- ESG-linked finance: Indian and international banks and development finance institutions increasingly offer preferential terms (lower interest rates, larger facilities) for capital investments with demonstrable ESG benefit. Odour control infrastructure investments at rubber thread plants can qualify for green or sustainable finance instruments.
- Investor attractiveness: Listed rubber thread manufacturers (and those considering IPO or private equity investment) face growing investor due diligence on ESG risk factors. Documented, credible odour management reduces the ESG risk premium that investors would otherwise attach to the company.
- Regulatory future-proofing: India’s environmental regulatory framework is evolving rapidly. CPCB’s ongoing development of industrial emission standards, increasing SPCB enforcement activity, and alignment with international standards all point toward tighter odour regulation in the medium term. Companies that invest now build compliance capital against future requirements.
Elixir Enviro Systems as an ESG Partner: EES does not merely supply odour control equipment — it provides the documented, engineered solutions that rubber thread manufacturers need to satisfy ESG auditors, supply chain buyers, and environmental regulators. Every EES system comes with performance specifications, installation documentation, and operational guidance that form the evidence base for ESG reporting. For rubber thread manufacturers on the journey from compliance to ESG leadership, EES is the natural engineering partner. Contact: info@elixirenviro.in | www.elixirenviro.in
11.5 The HIGG Index and Rubber Thread Supply Chains
The Sustainable Apparel Coalition’s HIGG Facility Environmental Module (HIGG FEM) is one of the most widely adopted supply chain sustainability assessment tools in the global garment industry, used by brands including H&M, Gap, PVH, and hundreds of others to evaluate their Tier 2 and Tier 3 suppliers. Rubber thread manufacturers supplying elastic to these brands’ garment factories are increasingly receiving HIGG FEM assessment requests.
HIGG FEM explicitly addresses air emissions, including VOCs and odorous compounds, as a facility-level environmental performance indicator. A rubber thread plant with no air emission inventory, no odour monitoring, and no treatment infrastructure will score poorly on HIGG FEM’s air emissions module — potentially triggering supply chain risk flags with brand customers. By contrast, a plant with documented acid tank enclosure, drying exhaust treatment, WWTP odour control, and worker exposure monitoring can achieve strong HIGG FEM scores that directly support commercial relationships with ESG-conscious global brands.
12. Future Directions and Research Priorities
12.1 Green Chemistry in Rubber Compounding
Research into bio-based vulcanisation agents, sulphur-free crosslinking systems, and low-emission accelerator formulations continues to advance. The development of commercially viable, high-performance rubber compounds that eliminate or significantly reduce sulphur compound emissions at source represents the ultimate odour control solution.
12.2 Digital Integration and Smart Monitoring
The integration of real-time sensor networks, process data historians, meteorological monitoring, and smart monitoring stations & predictive models offers the prospect of fully automated odour management systems — adjusting process parameters, treatment system operation, and community alert protocols dynamically to minimise impact.
12.3 Circular Economy and ESG Convergence
The captured by-products of odour control — sulphur compounds from scrubber purge streams, ammonium sulphate from alkaline scrubbing of ammonia-laden streams — have potential value as fertiliser or chemical feedstock if recovered in sufficient purity. Circular economy thinking, applied to odour control residuals, converts a waste disposal challenge into a revenue opportunity and a compelling ESG story. As rubber thread manufacturers build their sustainability narratives, demonstrating circularity in their odour control operations strengthens both environmental performance metrics and supply chain credibility.
12.4 International Standards Harmonisation and India’s Role
The absence of globally harmonised odour measurement and regulatory standards creates inconsistency in how odour is managed and enforced. India has an opportunity to lead — developing robust, internationally aligned odour emission guidelines for rubber processing, potentially through CPCB’s standards development programme, would not only improve domestic environmental outcomes but would strengthen the global ESG credibility of Indian rubber thread exports. Industry associations and leading manufacturers, supported by specialist environmental engineering firms like Elixir Enviro Systems, can play an active role in shaping this emerging regulatory landscape.
13. Conclusion — Getting the Odour Priorities Right
Odour control in rubber thread manufacturing is a technically complex and commercially important challenge — and one that is frequently mismanaged because the wrong sources are prioritised. The prevailing assumption that vulcanisation is the dominant odour problem causes plants to over-invest in vulcanisation controls while leaving the real culprits — open acid tank chains and drying stages — largely unaddressed.
Field experience is clear: at most modern rubber thread plants, the acid tank chain is the largest-area, most pervasive odour source, generating continuous acid fume from dozens of shallow open tanks through which thread runs 24 hours a day. The drying stage acts as a thermal stripping column, concentrating and volatilising every residual acid and organic compound from the thread into a hot, high-volume exhaust. The WWTP runs round the clock, generating biological odour even on weekends and holidays. Vulcanisation is real — but in well-managed plants, it is often the easiest source to partially control because of its enclosed, point-source character.
Effective odour management for rubber thread manufacturing therefore requires a source-specific, priority-driven approach: enclose and extract the acid tank chain first; design appropriate pre-conditioning and treatment for drying oven exhaust; cover and chemically treat the WWTP; and then apply focused controls to vulcanisation exhaust. For each of these streams, different technologies are appropriate — wet chemical scrubbing, biofiltration, activated carbon, or combinations — and getting the technology selection right requires expert engineering assessment, not generic prescription.
India’s rubber thread industry — centred in Kerala and Tamil Nadu, with global-quality manufacturers supplying both domestic and export markets — faces growing regulatory and community pressure on odour. The opportunity to lead global best practice in environmental management is real, and the commercial case for doing so is compelling. Companies that invest proactively in odour control build better community relations, stronger regulatory standing, and more attractive propositions for sustainability-conscious international buyers.
Elixir Enviro Systems, operating from Calicut at the heart of India’s rubber industry, stands ready to partner with rubber thread manufacturers at every stage of this journey — from site audit and odour source characterisation through system design, installation, and long-term operational support.
The acid tanks are the elephant in the room of rubber thread odour management. Address the source with the largest surface area and the most continuous emission — and you will have addressed the majority of your odour problem. Elixir Enviro Systems can help you do exactly that. Contact: info@elixirenviro.in | www.elixirenviro.in
14. Frequently Asked Questions — Rubber Thread Manufacturing Odour Control
This section addresses the questions most frequently asked by plant managers, environmental engineers, regulators, and communities about odour control in rubber thread manufacturing. It is designed to provide clear, authoritative answers to common queries about this industry.
Q: What causes the smell in a rubber thread factory?
The most common odour in rubber thread factories is a sharp, vinegary, acidic smell — caused by acetic acid and formic acid vapours released from the open shallow tanks through which thread passes during the coagulation, acid addition, and washing stages. The drying ovens also generate significant acidic and organic odour by heat-stripping residual chemicals from the thread. A ‘rotten egg’ or sulphurous odour, where present, comes from the vulcanisation stage. A sewage-like background odour is typically from the Wastewater Treatment Plant (WWTP). Most rubber thread factories generate a complex mixture of all three types.
Q: Why does a rubber thread plant smell even at night or on holidays?
The Wastewater Treatment Plant (WWTP) of a rubber thread factory operates 24 hours a day, 365 days a year, even when production has stopped. The biological processes in the WWTP — particularly sulphate reduction and organic acid fermentation in anaerobic zones — continuously generate hydrogen sulphide, ammonia, and volatile organic acids. If the WWTP is open and uncovered, these odours escape to the atmosphere constantly. This is why rubber thread plant neighbours often smell the facility even on weekends or nights when no rubber is being processed.
Q: Which is the biggest odour source in a rubber thread plant — vulcanisation or the acid tanks?
Based on field assessment at operating rubber thread plants, the acid tank chain is typically the largest odour source by emission area and community impact at most modern facilities. Dozens of shallow, open tanks carrying acetic or formic acid solution — with rubber thread continuously passing through them — create enormous combined emission surface area. The drying stage is the second major source. Vulcanisation, while generating acutely odorous sulphur compounds, is often partially contained by the oven structure and is easier to capture and treat. Plant managers who focus only on vulcanisation odour control are often disappointed with results because the acid and drying sources remain unaddressed.
Q: What is the best technology to control acetic acid odour from a rubber thread plant?
For acetic acid vapour from the acid tank chain and drying stage, the most effective and cost-efficient treatment approaches are: (1) Alkaline wet scrubbing — a packed bed scrubber with caustic soda (NaOH) solution neutralises acetic acid vapour with high efficiency (>95%); (2) Biofiltration — acetic acid is readily biodegraded by heterotrophic bacteria in a well-maintained biofilter, making this a low-energy, low-reagent option for large-volume, moderate-concentration streams; (3) Combined scrubber-biofilter systems — a two-stage approach using scrubbing for initial high-concentration removal and biofiltration for polishing. Elixir Enviro Systems (EES) designs and supplies all these systems specifically for rubber industry acid vapour applications, using their proprietary Cocofil and Ultrafil biofilter media.
Q: How can a rubber thread plant control WWTP odour?
WWTP odour control for rubber thread plants requires a combination of measures: covering open treatment units (equalisation tanks, digesters, sludge areas) and extracting the trapped air to a treatment system; chemical dosing to suppress H₂S generation (iron salts, nitrate, pH adjustment with caustic); biogas capture and flaring from anaerobic treatment units; and biological or chemical treatment of the extracted WWTP exhaust air. Elixir Enviro Systems specialises in designing integrated WWTP odour control systems for high-strength industrial wastewater treatment facilities, including rubber processing plants.
Q: Which rubber thread manufacturers are there in India?
India has a well-established rubber thread manufacturing industry, concentrated primarily in Kerala and Tamil Nadu. Major and well-known Indian rubber thread manufacturers include Rubfila International Limited (Thrissur, Kerala), Shah Rubber Industries, Fenner India, and Lalan Rubbers India, as well as numerous medium and small-scale producers in the Malappuram, Ernakulam, Kottayam, and Coimbatore manufacturing clusters. India supplies both the domestic textile and garment industry and export markets, competing with major global producers in Malaysia, Thailand, Indonesia, and Sri Lanka.
Q: Is odour from a rubber thread plant a regulatory violation in India?
India does not currently have a specific national odour standard or emission limit for industrial odour, unlike the European Union or some US states. However, rubber thread manufacturing is categorised as a ‘Red Category’ industry under CPCB (Central Pollution Control Board) classification due to its pollution potential, subjecting it to the most stringent level of environmental scrutiny. State Pollution Control Boards (SPCBs) — particularly the Kerala State Pollution Control Board (KSPCB) and Tamil Nadu Pollution Control Board (TNPCB) — have increasingly treated odour complaints as actionable environmental violations under the Air (Prevention and Control of Pollution) Act, 1981, particularly where nuisance impacts on neighbouring communities can be demonstrated. Industry self-regulation and proactive odour management are strongly recommended to avoid enforcement action.
Q: What is Elixir Enviro Systems and what do they do for rubber industry odour?
Elixir Enviro Systems Pvt. Ltd. (EES) is a leading Indian environmental engineering company specialising in industrial odour control, headquartered in Calicut, Kerala. Founded in 2014, EES has delivered over one million cubic metres per hour of air treatment capacity across diverse industries including rubber processing, fish processing, rendering, distilleries, wastewater treatment plants, and municipal solid waste facilities. For rubber industry applications, EES offers gas biofilters (Cocofil and Ultrafil technology), wet chemical scrubbers (acid and alkali, counter-current and cross-flow), activated carbon systems, thermal oxidisers, and integrated ventilation system design. EES was the first company to apply gas biofilter technology at full industrial scale in India, and the biofilter media widely used in India today traces its lineage to EES’s proprietary innovation. Contact: info@elixirenviro.in | www.elixirenviro.in | Calicut, Kerala, India.
Q: How much does an odour control system cost for a rubber thread plant?
The cost of an odour control system for a rubber thread manufacturing plant varies widely depending on the scale of the plant, the number and nature of emission sources being addressed, the target treatment efficiency, and the technology selected. A single-source wet scrubber installation for a vulcanisation oven exhaust stream may be achievable for a relatively modest capital investment, while a comprehensive multi-source system covering the acid tank chain, drying ovens, and WWTP will require significantly more. Elixir Enviro Systems provides free initial consultation and site-specific quotation services. The most accurate way to determine system cost and technology selection for your facility is through a professional odour audit and system design study — which EES can conduct for rubber thread plants across India.
Q: Can biofiltration treat the drying oven exhaust from a rubber thread plant?
Yes — but only with appropriate pre-conditioning. Drying oven exhaust from rubber thread plants is typically hot (80–120°C), near-saturated with water vapour, and contains a complex mixture of acetic acid, ammonia, and organic compounds. Direct introduction of this stream to a biofilter would damage the media and inhibit microbial activity. The exhaust must first be cooled (typically to below 40°C) and its moisture content reduced to prevent media flooding. This pre-conditioning is normally achieved through a heat exchanger or wet quench scrubber. Once conditioned, the acetic acid and most organic compounds in drying exhaust are readily biodegradable, making biofiltration an effective and cost-efficient polishing technology. EES designs complete systems including pre-conditioning, for this application.
Q: How does odour control relate to ESG performance for rubber thread manufacturers?
Odour control is one of the most direct, visible, and measurable expressions of ESG performance for rubber thread manufacturers. On the Environmental pillar, uncontrolled acid tank and drying stage emissions are documented atmospheric releases that must be inventoried and reduced under ISO 14001, the HIGG Facility Environmental Module (HIGG FEM), and supply chain audit frameworks used by global garment brands. On the Social pillar, worker exposure to acid fumes and community odour complaints are material social risks that ESG frameworks require to be identified and actively managed. On the Governance pillar, a documented Odour Management Policy, measurable reduction targets, and third-party verification of performance demonstrate the management system maturity that ESG investors and auditors look for. In practical terms, rubber thread manufacturers who invest in odour control — through engineered systems designed by specialists like Elixir Enviro Systems — are simultaneously building ESG credentials, protecting market access with premium global buyers, and future-proofing against tightening environmental regulations.
Q: What is the HIGG Index and does it apply to rubber thread manufacturers?
The HIGG Facility Environmental Module (HIGG FEM), developed by the Sustainable Apparel Coalition, is the most widely used supply chain sustainability assessment tool in the global garment industry — used by brands including H&M, Gap, PVH, Inditex (Zara), and hundreds of others to evaluate manufacturing and material suppliers. Rubber thread manufacturers supplying elastic to garment factories that serve these brands are increasingly receiving HIGG FEM assessments. The module explicitly covers air emissions including VOCs and odorous compounds — a rubber thread plant with no acid tank emission controls, undocumented drying exhaust, or an open WWTP will score poorly on the air emissions module, potentially triggering supply chain risk flags. Documented odour control infrastructure and monitoring enables strong HIGG FEM performance and supports access to ESG-conscious premium buyers globally.
Odour Control in Large Industrial Bakeries : A Complete Guide to Sources, Technologies, and Best Practices
A large bakery in a metro industrial zone runs three tunnel ovens and two frying lines around the clock. During the day, the odours blend into the city’s background. But after sunset, when the atmosphere stabilises and dispersion drops, residents two kilometers away start calling the pollution control board. The ovens haven’t changed. The production schedule hasn’t changed. What changed is the physics of how odour travels—and that’s exactly why industrial bakeries need engineered odour control, not just good ventilation.
This guide breaks down where bakery odours come from, which engineering and treatment strategies work, how to choose between technologies, and what Indian regulatory compliance looks like in practice.
Key Takeaways
- Tunnel ovens and frying lines are the dominant odour sources, but fermentation chambers, cooling conveyors, and wastewater systems also contribute significantly.
- No single technology handles all bakery odours. Multi-stage (hybrid) systems combining particle removal, scrubbing, and polishing deliver the most reliable results.
- Catalytic oxidisers achieve 95–99% VOC destruction on tunnel oven exhaust and are the most widely used technology for bakery oven emissions globally.
- Indian food processing facilities face tightening emission standards. In February 2026, CAQM mandated a 50 mg/Nm³ PM limit for food processing units in Delhi-NCR.
Odour Sources in Industrial Bakeries
Odours in large bakeries are not just “bread smell.” They result from a complex mix of heat-driven chemical reactions, biological fermentation, fat decomposition, and wastewater degradation. Understanding each source is the first step to controlling it effectively.
Tunnel Ovens and Baking Lines
Tunnel ovens are typically the single largest odour source. High baking temperatures trigger Maillard browning reactions, caramelisation, and fat oxidation, releasing aldehydes, ketones, furans, fatty acids, and burnt organic vapours. Products with high sugar or fat content—cakes, biscuits, pastries—produce stronger odours than lean breads. Residue build-up inside ovens amplifies emissions further. The primary VOC in most bakery oven exhaust is ethanol from yeast fermentation, but the odour character comes from the complex secondary compounds produced at high temperature.
Frying and Oil Heating Systems
Bakeries producing donuts, fried snacks, or par-fried products generate grease vapours, oil mists, and acrolein. When frying oils are heated repeatedly without adequate quality management, they degrade and produce strong rancid odours. These emissions are among the most complained about because grease vapours are “sticky”—they cling to surfaces and clothing, and residents perceive them as more intrusive than baking odours.
Fermentation and Proofing Chambers
As yeast breaks down sugars during fermentation, it releases ethanol vapours, carbon dioxide, esters, and organic acids. Warm, humid proofing conditions accelerate microbial activity. Longer proofing cycles or higher yeast dosing noticeably increase emissions. While these odours are milder than oven or frying emissions, they are continuous and can accumulate in poorly ventilated facilities.
Dough Mixing and Ingredient Handling
Flour dust, enzyme additives, yeast slurry, and flavouring agents release organic particulates and mild fermentation odours during mixing. Large automated systems with open charging points are common sources of fugitive emissions.
Cooling Conveyors
After baking, products release residual heat, moisture vapour, and fine fat particles as they travel through cooling tunnels. These emissions are easy to overlook because they are lower in concentration—but on long, continuous conveyor lines running 24/7, they add up.
Sugar Syrup and Filling Preparation
Heated chocolate, caramel, glucose syrups, and fruit fillings produce burnt sugar odours and flavouring vapours. Open kettles and blending tanks create localised hotspots that are often missed in facility-wide odour assessments.
Ingredient Storage
Spoilage, oxidation, and evaporation from stored yeast, eggs, dairy powders, and flavourings contribute to background odour levels. Egg handling in particular can release sulphur compounds that are detectable at extremely low concentrations.
Wastewater Treatment
Bakery wastewater is rich in sugars, starches, fats, and suspended solids. When these materials decompose under low-oxygen conditions, they form hydrogen sulphide (H₂S), methane, and volatile fatty acids. Poorly managed wastewater systems can become the dominant odour source at a facility, sometimes eclipsing production emissions entirely.
Solid Waste Handling
Discarded dough, expired ingredients, oil sludge, and product waste undergo microbial decomposition in storage bins. If not removed promptly, these become persistent nuisance sources, especially in warm climates.
Engineering Strategies for Odour Capture and Containment
Effective odour control starts well before the treatment equipment. The best-performing bakeries treat odour management as an engineering discipline built into plant design—not an afterthought bolted on after complaints start.
Source Capture
Canopy hoods, slot hoods, and dedicated ducted extraction installed directly above tunnel ovens, proofing chambers, frying lines, and cooling conveyors capture odours at the point of generation. The goal is to contain emissions before they disperse into the production hall. Capture velocity at the hood face should typically be maintained at 0.5–1.0 m/s, depending on the thermal buoyancy of the source.
Negative Pressure Management
Maintaining slight negative pressure (−25 to −50 Pa) in production areas prevents odorous air from migrating into adjacent spaces, offices, or outdoors through doors and openings. This requires the exhaust airflow to slightly exceed the supply airflow—a balance that needs careful commissioning.
Process Enclosures
Enclosing proofers, cooling tunnels, ingredient handling areas, and wastewater treatment units reduces the volume of air that needs treatment and prevents fugitive releases. Fully enclosed fryers with integrated extraction are significantly more effective than open fryers with overhead hoods.
Ductwork Design
Properly sized ducts with optimised routing, balanced static pressure, and smooth transitions ensure exhaust air reaches treatment equipment efficiently. Poor ductwork is one of the most common—and most overlooked—reasons odour control systems underperform.
Grease and Particulate Pre-Treatment
Grease filters and wet electrostatic precipitators (WESPs) remove oil mist and aerosols from frying and high-fat baking exhaust before the air reaches downstream treatment. Without this step, grease rapidly clogs carbon filters, deactivates catalysts, and fouls scrubber packing.
Plant Layout and Zoning
Positioning high-odour processes (frying, wastewater treatment) away from plant boundaries and community-facing sides of the facility reduces off-site impact. This is a simple but high-impact design choice that is difficult and expensive to change retroactively.
Automated Monitoring
Sensors tracking airflow, temperature, humidity, and VOC levels at key points in the extraction and treatment system allow operators to detect performance drops early. Real-time alerts reduce the gap between a problem occurring and it being corrected.
When engineering controls and treatment technologies work together, the result is not just compliance—it is consistent, reliable odour performance regardless of production schedule, weather, or season.
Odour Control Technologies: How They Compare
There is no single technology that handles all bakery odour types. The right choice depends on the emission source, air volume, temperature, VOC concentration, grease loading, and available space. Here is how the main options compare.
Biofilters
Biofilters pass odour-laden air through a bed of organic or engineered media that supports naturally occurring microorganisms. These microbes break down odour compounds into carbon dioxide, water vapour, and biomass. They work best for biodegradable, low-to-moderate concentration emissions—fermentation exhaust, wastewater off-gas, and low-temperature baking odours. When properly maintained (moisture content 40–60%, adequate empty bed residence time), biofilters routinely achieve 85–95% removal. Media replacement is typically needed every 3–7 years depending on loading conditions.
Bio-Trickling Filters
Bio-trickling filters use inert packing media continuously sprayed with a nutrient solution, keeping the surface moist and ideal for aerobic bacterial growth. They handle higher odour and pollutant loads than traditional biofilters and occupy a smaller footprint. This makes them a strong choice for facilities with space constraints or variable odour loads.
Chemical Scrubbers
Chemical scrubbers wash polluted air with acidic or alkaline solutions that absorb and neutralise odour-causing gases. Multi-stage scrubbers using two or more reagents can target a wider range of compounds and achieve removal efficiencies up to 99%. Effectiveness depends on accurate chemical dosing, stable pH control, and good air–liquid contact.
Activated Carbon Filters
Activated carbon adsorbs hydrogen sulphide, aldehydes, fatty vapours, and residual VOCs from bakery exhaust. Coconut shell and coal-based carbons offer high surface area for adsorption. These systems are compact and work well as a final polishing stage after primary treatment, though the media needs periodic replacement based on saturation levels.
Catalytic and Thermal Oxidisers
For high-temperature tunnel oven exhaust, catalytic oxidisers are the most widely used control technology in bakeries globally. They destroy VOCs by reacting them over a catalyst bed at 200–400°C, converting them to CO₂ and water vapour. Published installations in commercial bakeries consistently report 95–99% VOC destruction efficiency, with some systems achieving 98%+ on ethanol-rich oven exhaust. Thermal efficiency of 60–80% means significant heat recovery is possible, offsetting operating costs.
Regenerative thermal oxidisers (RTOs) achieve over 99% destruction efficiency at higher temperatures and are suited to large-volume, high-concentration streams. They carry higher capital costs but lower fuel costs due to 95%+ heat recovery.
Hybrid (Multi-Stage) Systems
In practice, most large industrial bakeries need a combination of technologies. A typical high-performance setup might use a wet electrostatic precipitator to remove grease, followed by a chemical scrubber to treat soluble gases, and finished with an activated carbon polishing stage. This layered approach addresses particles, aerosols, and vapour-phase compounds in sequence, delivering 95–99%+ overall odour removal.
The right technology is the one that matches your specific emission profile. An odour assessment using olfactometry and GC-MS analysis should always come before technology selection—not after.
Common Mistakes That Undermine Odour Control
Even well-intentioned odour control investments can fail. Here are the mistakes we see most often in industrial bakeries:
- Skipping pre-treatment. Installing activated carbon or a biofilter directly on greasy frying exhaust without first removing oil mist is the fastest way to destroy a treatment system. Grease clogs carbon pores, suffocates biofilter media, and fouls scrubber packing. Always install grease filters or a wet ESP upstream.
- Undersizing extraction hoods. A hood that does not fully capture the thermal plume from an oven or fryer allows odours to escape into the production hall before they ever reach the treatment system. Capture efficiency is everything—an undersized hood feeding a world-class scrubber is still a failing system.
- Ignoring wastewater odour. Many bakeries invest heavily in oven and frying line treatment but overlook their effluent treatment plant. Anaerobic decomposition of sugars and fats in drains and tanks produces H₂S that can dominate the facility’s overall odour footprint. Covered tanks and dedicated vent collection are essential.
- Treating odour control as a one-time installation. Treatment systems require ongoing monitoring and maintenance. Carbon beds saturate, biofilter moisture levels drift, scrubber chemicals deplete, and ductwork accumulates grease. Without a structured maintenance schedule, performance degrades gradually and often goes unnoticed until a complaint triggers an investigation.
- Not testing before scaling up. Selecting technology based on catalogue specifications rather than site-specific pilot testing is risky. Bakery emissions are complex mixtures, and what works in one facility may underperform in another due to differences in product mix, oil quality, exhaust temperature, or humidity.
- Designing for average conditions. Odour complaints rarely happen during average production. They happen during peak shifts, seasonal production spikes, or at night when atmospheric conditions trap emissions near ground level. Systems should be sized for worst-case scenarios, not average-day conditions.
Regulatory Landscape in India
Industrial bakeries in India must meet air quality and emission standards set by the Central Pollution Control Board (CPCB) and the State Pollution Control Boards (SPCBs). The main regulations include:
The Air (Prevention and Control of Pollution) Act, 1981. This law governs air emissions from industrial sites. SPCBs grant Consent to Establish and Consent to Operate based on the air pollution control measures taken by a facility.
CPCB Emission Standards set specific limits for stack emissions of particulate matter, SO₂, NOx, and sometimes VOCs. Food processing facilities usually fall under the Orange category according to CPCB, which requires them to have pollution control clearance.
Recent changes:In February 2026, the Commission for Air Quality Management (CAQM) issued a directive that sets a uniform limit of 50 mg/Nm³ for particulate matter in food processing and other identified industries across Delhi-NCR. Large and medium industries must comply by August 2026. The remaining units need to follow by October 2026. This indicates a trend towards stricter enforcement across the country.
In addition to stack standards, regulators are increasingly demanding odour impact assessments and atmospheric dispersion modelling before approving new plants or expansions. Odour concentration limits at the facility boundary, measured in Odour Units (OU/m³), are now part of consent conditions in several states.
Non-compliance can lead to show-cause notices, fines, production restrictions, or closure orders. As urban areas grow closer to industrial zones, the enforcement window is getting smaller. Facilities that were once distant are now surrounded by residential communities that expect clean air.
Odour Monitoring and Measurement
Because everyone experiences smells differently, industrial bakeries cannot rely on personal opinions alone. They use standardized scientific methods to measure odor and ensure they meet environmental regulations.
- Dynamic olfactometry (EN 13725 / IS 16729) : is considered the gold standard for measuring odour. Air samples are collected, diluted, and assessed by trained human panels to determine odour concentration in odour units (OU/m³). Most regulators accept this method for compliance reporting.
- Field Olfactometry: portable devices used for on-site screening during boundary surveys, complaint investigations, or routine checks. They are useful for quick assessments but not as precise as laboratory olfactometry.
- Continuous Gas Monitoring: Fixed sensors detect specific marker gases like H₂S, NH₃, and total VOCs in real time. They provide ongoing performance tracking for treatment systems and early warnings of problems.
- Gas Chromatography Mass Spectrometry (GC-MS) is a lab analysis that identifies and quantifies individual odorous compounds in a sample. It is crucial for understanding the chemical makeup of a bakery’s emission profile and for choosing the right treatment technology.
A good monitoring program usually includes all of these components: olfactometry for regulatory reporting, GC-MS for selecting technology, continuous sensors for daily performance tracking, and periodic boundary surveys to check off-site impact.
Why Odour Control Matters Beyond Compliance
Workplace Health and Comfort
Prolonged exposure to grease vapours, aldehydes, and VOCs can lead to respiratory irritation, headaches, and general discomfort. Effective source capture and treatment improve indoor air quality, reduce sick days, and help create a more productive work environment.
Community Relations
Even when emissions are technically harmless, constant food odours annoy residents. Complaints to pollution control boards can lead to inspections, negative media coverage, and strained relationships with local communities. Taking steps to manage odours shows that a facility is a responsible neighbor.
Operational Intelligence
Unusual or strong odours often signal early problems in processes, such as overheating equipment, degraded frying oil, broken ventilation, or poor baking cycles. Keeping track of odour trends provides operations teams with another useful signal for diagnosis.
Brand and ESG Value
Sustainability commitments, ESG reporting, and investor scrutiny now include concerns about environmental nuisance. Showing effective odour control helps support wider corporate responsibility goals and strengthens a facility’s social license to operate.
How Elixir Enviro Systems Can Help
Elixir Enviro Systems offers complete odour management solutions for industrial bakeries. This includes everything from the first assessment to design, installation, and ongoing maintenance. As an expert in industrial odour control in India, Elixir serves bakeries, biscuit plants, confectionery units, and large fermentation facilities.
Our approach begins with understanding your facility’s specific emission profile, not a standard catalog recommendation. Our services include:
- Odour assessments and dispersion modelling using olfactometry, GC-MS, and advanced dispersion software to map your emission sources and predict off-site impact
- Custom-engineered treatment systems include biofilters, chemical scrubbers, activated carbon units, catalytic/thermal oxidizers, and hybrid multi-stage systems.
- Oven and frying line exhaust treatment with wet ESPs, catalytic oxidizers, and heat recovery integration.
- Wastewater and drain odour management includes covered tanks, vent collection, and biofiltration.
- Pilot studies and performance validation test solutions in real operating conditions before full-scale commitment.
- Real-time monitoring, compliance reporting, and annual maintenance to keep systems performing reliably over the long term
Not sure which approach fits your facility? Talk to our engineers for a no-obligation discussion about your odour challenges. Contact Elixir Enviro Systems →
FAQS
1. What is the main source of odour in industrial bakeries?
Tunnel ovens and frying systems are the dominant sources due to high-temperature baking, caramelisation, and fat oxidation. The primary VOC is ethanol from yeast fermentation, while the characteristic odour comes from secondary compounds like aldehydes, furans, and fatty acids. Fermentation chambers and wastewater treatment units also contribute significantly.
2. Can frying odours be completely removed?
Yes, to a very high degree. Multi-stage systems—such as a wet electrostatic precipitator followed by a chemical scrubber and an activated carbon polishing stage—can achieve 95–99%+ overall removal of grease vapours and residual odours. The key is treating particles, aerosols, and vapour-phase compounds in sequence rather than expecting any single technology to do everything.
3. Which technology is best for tunnel oven exhaust?
Catalytic oxidisers are the most widely used technology for bakery oven VOC control globally. Published installations report 95–99% destruction efficiency on ethanol-rich oven exhaust, with heat recovery potential of 60–80%. Regenerative thermal oxidisers (RTOs) achieve over 99% destruction and are suited to multi-oven bakeries with high air volumes.
4. Do biofilters work for bakery odours?
Yes, for the right types of emissions. Biofilters work very well for low-temperature, biodegradable odours, such as fermentation exhaust, wastewater off-gas, and general process ventilation. With proper moisture management and enough residence time, they can remove 85 to 95% of these odours. However, they are not suitable for greasy, high-temperature oven exhaust or frying emissions.
5. Are bakery odours harmful to health?
Bakery odours are usually seen as nuisance emissions instead of toxic hazards. However, ongoing exposure to grease vapors, aldehydes, and VOCs in the workplace can lead to respiratory irritation, headaches, and discomfort. Proper ventilation and treatment help ensure employee wellbeing.
6. Why do bakery odours seem stronger at night?
At night, cooler temperatures and stable atmospheric conditions reduce air mixing and dispersion. Odours that would normally rise and disperse during the day remain concentrated near ground level, making them more noticeable in surrounding areas. This is why odour control systems should be sized for worst-case atmospheric conditions, not just average daytime performance.
7. Is odour control mandatory for bakeries in India?
Yes. Facilities require Consent to Operate from the relevant SPCB, which includes conditions on air emissions. Stack emission standards, boundary concentration limits, and in many states odour impact assessments are part of compliance requirements. Non-compliance can result in penalties, production restrictions, or closure orders under the Air Act 1981.
8. How often do treatment systems need maintenance?
Maintenance frequency varies by technology. Activated carbon media may need replacement every 6 to 18 months depending on loading. Biofilter media lasts 3 to 7 years. Chemical scrubbers require regular replenishment of reagents and calibration of pH. Catalytic oxidiser catalysts typically last 4 to 5 years or more. All systems benefit from ongoing performance monitoring to detect issues early.
9. Can odour control systems improve workplace air quality?
Effective source capture and treatment reduce indoor VOC levels, grease aerosols, and heat build-up in production areas. This creates a cleaner, healthier, and more comfortable working environment. These improvements directly affect employee satisfaction and productivity.
Odour Control in the Pharmaceutical Fermentation Industry: A Complete Guide for Cleaner, Compliant, and Sustainable Operations
The pharmaceutical fermentation industry plays a far bigger role in modern medicine than most people realise. Walk into any pharmacy today and you’ll find products—antibiotics, enzymes, amino acids, vitamins, probiotics, and even vaccine precursors—that exist only because microorganisms worked quietly inside glass lined tanks or stainless-steel tanks for days or weeks. These are highly advanced biological systems, but they come with something far less appealing: strong, persistent odours that don’t care how premium the final product is. Anyone who has spent enough time in a fermentation block knows that the odour doesn’t politely wait for permission; it escapes through vents, rooms, drains, and sometimes through unexpected gaps if the plant isn’t prepared for it.
Odour isn’t merely a nuisance. It affects plant workers first, then the surrounding community, and eventually the regulatory authorities. Complaints escalate, and when they do, the spotlight invariably turns toward the process—usually at the most inconvenient times like when having high demand for the product, leading to closure notice or enquiries leading to stoppage of a cash cow. As fermentation-based manufacturing expands across India and globally, odour control is no longer a “nice to have.” It has become an essential requirement for sustainable, compliant, and community-friendly operations. This guide explains why pharmaceutical fermentation plants generate odour, where it forms, and how engineering and technology come together to manage it. It also shares practical insights and the approaches used by companies like Elixir Enviro Systems to solve these challenges.
1. Why Fermentation Plants Produce Odour
Fermentation is a living biological process, which means it behaves like one—sometimes predictable, sometimes not, and almost always producing gases as part of microbial metabolism. Microorganisms feed on nutrient-rich media containing sugars, amino acids, proteins, minerals, and nitrogen sources. As they grow, die, and break down, they release compounds such as ammonia, volatile organic compounds (VOCs), organic acids, mercaptans, hydrogen sulphide, aldehydes, alcohol vapours, and a cocktail of trace gases with extremely low odour thresholds(meaning it can cause very huge odour even at very low quantities). Some of these compounds can fill an entire room from something as small as a poorly sealed vent or a loose gasket.
Most pharmaceutical fermentation plants also run continuously. When the microbes work 24/7, the emissions follow the same pattern. Even a slight process shift—such as a pH deviation or an unexpected aeration spike—can cause odour variations that workers notice long before sensors do. This is why odour control in fermentation cannot be treated as an afterthought; it must be part of process design from day one.
2. Key Odour-Causing Stages in Fermentation-Based Pharmaceutical Manufacturing
Odour doesn’t originate from a single point. It forms throughout the production line, often in subtle ways that inexperienced operators may overlook.
2.1 Fermenter Operation and Off-Gas Release
Fermenters produce off-gas continuously. During high-growth phases, aeration and agitation push CO₂, ethanol vapours, acids, nitrogen compounds, and even trace sulphur gases through vent lines. If the vent off-gas handling system is undersized, odour escapes into nearby areas. Many experienced operators can identify abnormal fermenter behaviour simply by walking past the vent stack.
2.2 Media Preparation and Nutrient Handling
Media preparation is often noticeable by smell before you even see the equipment. Steam-sterilising nutrient-rich ingredients greatly amplifies odour intensity. Unsealed hoppers, open charging ports, and inadequate ventilation worsen the issue. Even a small spill of yeast extract on a hot floor can fill a room with odour faster than expected.
2.3 Downstream Processing and Product Recovery
Once fermentation ends, downstream processing creates a completely different odour profile. Solvent extraction, spray drying, centrifugation, filtration, and concentration systems release VOCs that behave differently from biological gases. These odours travel farther, linger longer, and often escape the building if ventilation system is not properly designed. Many plants underestimate the VOC load caused by incomplete condensation and / odour caused by the solvents that is being released from the plant as solvent vapours or as solvent in effluent.
2.4 Cleaning-In-Place (CIP) and Sterilisation
CIP systems remove residues from equipment, but when caustic, acidic, or disinfectant vapours interact with organic residues, the resulting odours can be sharp and unpleasant. Water seals or drain traps that dry out cause immediate spikes. CIP areas lacking proper venting often become unexpected odour hotspots.
2.5 Wastewater Treatment, Sludge, and Biomass Handling
The strongest odours in a fermentation facility often come from wastewater and sludge. Fermentation wastewater contains organic residues, solvents, degraded nutrients, and cell fragments. In general low aeration or in anaerobic pockets, it releases hydrogen sulphide, volatile fatty acids, and amines—compounds with extremely low odour thresholds, in addition to this many solvents gets stripped off when it reaches aeration, adding another big source of odour emission. Sludge behaves similarly. Spent biomass decomposes quickly and generates intense sulphur and protein-breakdown odours if left exposed even for short periods.
3. Why Odour Control Is Essential in Pharmaceutical Fermentation Plants
Odour control is not a decorative environmental accessory. Plants that ignore it eventually face operational, regulatory, and public-relations challenges, often all at once.
3.1 Worker Comfort and Safety
Workers spend long hours inside these environments. Even non-toxic odours can cause fatigue, discomfort, and reduced productivity. Facilities with poor air quality struggle to retain skilled operators because no one wants to work in a plant that constantly smells like decomposing broth.
3.2 Community Relations and Public Reputation
A single odour complaint from a neighbour often becomes three, and those three can quickly turn into social media posts. Once a plant is labelled a “smelly factory,” reversing that impression becomes extremely difficult. Many operators learn this only after complaints reach the environmental management team.
3.3 Regulatory Compliance
Pollution Control Boards enforce VOC and odour-related norms, especially for fermentation-heavy APIs and enzymes. Plants that receive repeated complaints risk inspections, notices, consent challenges, shutdowns, or mandated corrective actions. Regulations tighten every year, and enforcement is becoming more rigorous.
4. Engineering Strategies for Odour Control
Odour control starts with engineering design. Many facilities assume that installing a scrubber or biofilter is the solution, but these systems are effective only if the captured air is properly routed.
4.1 Enclosed Systems and Sealing
Fermentation and media preparation areas must be tightly enclosed. Small leaks from manways or sight glasses can become major sources of odour. In many cases, a single loose gasket has caused an entire hall to smell unpleasant for weeks.
4.2 Negative-Pressure Rooms
Negative pressure is one of the most efficient and cost-effective odour control strategies inside the factory shed. When a room pulls air inward rather than outward, odours remain contained. Fermenter rooms, solvent-handling areas, and centrifuge sections often rely on controlled negative pressure.
4.3 Local Exhaust Ventilation (LEV)
LEV captures emissions at the source. Well-placed hoods or vents near sampling points, centrifuge housings, or solvent-handling stations make a significant difference. However, LEV systems must be checked regularly—many operate with low capture velocity due to lack of proper design and maintenance.
4.4 Separate Exhaust Networks
Mixing biological odours with solvent vapours in the same duct is a recipe for corrosion and poor treatment efficiency. Segregated duct lines ensure predictable airflow and better system performance.
4.5 Condensation and Pre-Cooling
Warm, humid air carries odour more aggressively. Pre-cooling the air or condensing solvent vapours before treatment significantly reduces the load on scrubbers or biofilters.
4.6 Process Optimisation
Unstable fermentation—caused by pH shifts, underfeeding, or microbial stress—leads to unpredictable odour spikes. Maintaining stable fermentation conditions is the first step toward consistent odour control.
4.7 Closed Wastewater and CIP Handling
Open drains, open tanks, and dried water seals are common hidden odour sources. Closing these systems and routing them through controlled vent lines minimises unexpected odour bursts.
4.8 Airflow Balance
Airflow must move from clean to dirty zones. Even minor pressure imbalances can push odour into administrative areas or quality-control labs. Proper airflow design is critical.
4.9 Protecting Equipment and Product Quality
Certain odorous gases accelerate corrosion inside vents, ducts, and metal housings. Solvent vapours can also affect indoor air quality and compromise sensitive downstream operations. Effective odour control protects both equipment and product integrity.
5. Odour Treatment Technologies Used in Pharmaceutical Fermentation Units
Once captured, emissions must be treated through reliable systems. The best technology depends on what the gas contains.
5.1 Biofilters
Biofilters work well with nearly any odours, that being said it works exceptionally well . Healthy biofilter media usually has an earthy smell that indicates active microbial life. But like anything biological, they need moisture, proper airflow, and periodic checks. When managed well, biofilters remove sulphides, ammonia, and many organic gases effectively.
5.2 Biotrickling Filters
These are like biofilters but with continuous trickling liquid that keeps the microbes active even under higher loads. They handle fluctuating emissions better and recover faster after sudden peaks. Large fermentation plants tend to rely on biotrickling filters for stability.
5.3 Chemical Scrubbers
Chemical scrubbers depend on targeted chemical reactions to neutralise odorous gases. Caustic scrubbers control acidic gases; acid scrubbers remove ammonia and amines; oxidising scrubbers handle complex sulphur compounds and VOCs. But scrubbers work only when pH is tightly maintained—if the pH drifts, performance drops.
5.4 Activated Carbon
Activated carbon is powerful as a final polishing stage but not suitable as a primary system for fermentation loads. It traps low-concentration VOCs extremely well but saturates quickly when exposed to moisture-rich or high-organic exhaust. When placed after a scrubber or biological system, carbon ensures the outlet air remains within strict pharmaceutical emission norms.
5.5 Thermal Oxidisers
Thermal oxidisers convert VOCs into harmless by-products by burning them at extremely high temperatures. They are highly effective but energy-intensive, making them better suited for API and solvent-heavy operations rather than typical fermentation units. When used correctly, they provide near-complete destruction of VOCs.
5.6 Ozone and cold plasma Treatment
Ozone systems are useful for breaking down complex, hard-to-oxidise molecules. They work best when used as supplementary polishing steps rather than standalone units. These systems help reduce traces of VOCs and sulphur compounds but struggle to handle high-volume, moisture-rich fermentation exhaust on their own. But generally, the efficiencies are 50-60% and often comes with very huge capital and operation cost if the system is sized correctly. Many a times, the vendors often forced to give under sized equipements to match the budget constrain and the client bears the loss of changing the system after one or two years realising the poor performance of the same.
5.7 Hybrid Systems
Most modern fermentation plants ultimately rely on hybrid odour treatment trains. A condenser or demister reduces the initial load; a chemical scrubber neutralises gaseous compounds; a biotrickling filter/Biofilter handles the next level conditioning of the odours; and activated carbon ensures ultra-clean final emissions. These multi-stage systems maintain steady outlet quality and help plants stay compliant even during heavy-batch or peak fermentation hours.
6. Wastewater, Sludge, and Biomass Odour Control
Wastewater and sludge contribute some of the strongest odours in fermentation plants.
6.1 Anaerobic Reactors
Anaerobic units must be gas-tight. Even a small leak can release enough hydrogen sulphide to trigger complaints. Proper biogas venting and polishing are essential.
6.2 Covered EQ and Aeration Tanks
Open equalisation tanks behave unpredictably based on temperature and load. Covering them and routing headspace air to scrubbers significantly reduces odour. Aeration tanks must maintain stable oxygen levels to avoid anaerobic pockets.
6.3. Stripping Column
The effluent treatment plant of fermentation/API units often comes with a stripping column, a major odour generation unit when the off-gas is not handled well.
6.4 Sludge Handling
Fermentation sludge decomposes rapidly. When left uncovered, it releases sulphur compounds almost immediately. Fully enclosed handling systems minimize these spikes.
7. Operational Best Practices That Reduce Odour
Engineering controls work best when supported by disciplined operations.
7.1 Remove Biomass Quickly
Allowing spent broth or sludge to remain stagnant leads to odour generation. Strict removal timelines prevent surprises. Often drying/incineration of the biomass seems to be best strategy.
7.2 Housekeeping
Even small spills of broth or media can generate odour rapidly. Floors, drains, and sumps must be cleaned regularly.
7.3 Maintain Sensors and Controls
Instrumentation like pH and dissolved oxygen sensors may drift over time. When fermentation goes off-track, odour follows soon after.
7.4 Proper Solvent Handling
Solvent leaks are easy to miss but contribute significantly to odour. Closed handling systems reduce emissions and minimise solvent loss.
7.5 Inspect Gaskets and Ducts
Small duct leaks can mimic major odour incidents. Regular inspections prevent such failures.
8. Odour Monitoring and Compliance
Odour control doesn’t end once the treatment system is installed. Plants that want to stay ahead of complaints and audits usually keep an eye on what’s happening in the air around their process. Some rely on instruments, some on trained noses, and most use a mix of both.
8.1 Continuous Gas Monitoring
Most facilities now use continuous monitors for gases like H₂S, ammonia, and VOCs. These sensors do give you an early sign when something in the system starts drifting. Even a small rise can tell operators that a scrubber, fermenter vent, or duct seal needs attention.
8.2 Odour Surveys and Olfactometry
Instruments help, but people still play a big role. Trained assessors walk through the plant or surrounding areas and pick up patterns that machines sometimes miss. These surveys help cross-check whether the engineering controls are actually doing their job.
8.3 Oizom Odour Monitoring Systems
Some plants also bring in advanced monitoring tools like Oizom units. These devices measure gases such as H₂S, ammonia, VOCs, and general odour intensity in real time. The useful part is the trend data—they can show when and where odour spikes usually happen, making it easier for plants to fix the issue before it becomes a complaint.
8.4 Regulatory Reporting
When audit time comes, having proper records matters. Stack-test results, scrubber logs, VOC data, and maintenance notes help show the Pollution Control Board that the plant is keeping its emissions under control.
9. How Elixir Enviro Systems Supports Odour Control in Pharmaceutical Fermentation Plants
Elixir Enviro Systems (EES) specializes in industrial odour control and wastewater solutions, offering a dedicated range of technologies tailored to the unique needs of pharmaceutical fermentation industries. Our systems are engineered to provide long-term reliability, high efficiency, and low operating costs.
Our solutions include advanced biofilters, high-performance biotrickling filters, customised chemical scrubbers, activated carbon polishing units, and complete wastewater treatment systems including anaerobic digesters. We also provide onsite odour assessments, modelling services, and performance studies to help plants identify and implement the most suitable odour control strategy.
Elixir Enviro Systems (EES) designs every odour control unit with one clear goal—to deliver consistently high performance. Our systems typically achieve 95–99% odour removal efficiency, helping pharmaceutical fermentation plants stay fully compliant with Indian and international emission standards.
10. Conclusion
Odour control in pharmaceutical fermentation is not optional. It is a critical component of safe, compliant, and sustainable manufacturing and often links to the ESG compliance of the facility. Plants that invest in proper airflow engineering, robust treatment systems, wastewater and sludge management, and disciplined operations avoid most of the crises that others struggle with. With the right systems—and the right partner—fermentation plants can operate continuously without attracting negative attention. Companies like Elixir Enviro Systems deliver solutions built on engineering expertise, field experience, and practical design. With the right setup in place, plants can focus on production without worrying about complaints, notices, or unexpected odour issues.
FAQs on Odour Control in the Pharmaceutical Fermentation Industry
1. Why do pharmaceutical fermentation plants generate strong odours?
Pharmaceutical fermentation involves microorganisms breaking down nutrients to produce antibiotics, enzymes, vitamins, and other bio-products. During this process, gases such as ammonia, VOCs, hydrogen sulphide, organic acids, and solvent vapours are released. These compounds naturally produce strong, unpleasant odours, especially when the process runs continuously.
2. Are odours from fermentation plants harmful to human health?
Most fermentation odours are more of a nuisance than a direct health hazard. However, some compounds—such as ammonia, VOCs, or sulphur gases—can cause irritation, headaches, or discomfort when levels are high. Long-term exposure is usually avoided by implementing proper ventilation and odour control systems.
3. Which areas of a fermentation plant usually cause the most odour?
Odour commonly originates from fermenter off-gas, media preparation, downstream processing, solvent handling, CIP discharge, wastewater treatment, and sludge or biomass handling. Wastewater sections and open tanks are often the strongest contributors if not covered or treated.
4. How can odours be controlled at the source inside the plant?
Odour control begins with enclosed equipment, proper ventilation design, negative pressure areas, local exhaust systems for hotspots and a treatment system to contain the same without making it to spread across the neighbourhood. Source capture prevents odours from escaping into the work area, making final treatment more effective and affordable.
5. What technologies are used to treat odours in pharmaceutical fermentation facilities?
Common systems include biofilters, biotrickling filters, chemical scrubbers, activated carbon units, thermal oxidisers, and ozone systems. The right technology depends on the gas composition, odour load, and regulatory requirements of the plant.
6. Do biofilters work for all types of pharmaceutical odours?
Biofilters are excellent for treating most odours, VOCs, ammonia, and sulphur compounds. However, they may not be ideal for some extremely toxic solvent loads or highly variable emissions. In such cases, chemical scrubbers or thermal oxidisers may be needed. Consulting with a specialist like Elixir Enviro Systems shall be the best choice to handle any type of odour issues from the factory.
7. What is the role of wastewater treatment in odour generation?
Pharmaceutical wastewater often contains high organic load, solvents, and degraded cellular waste. When wastewater tanks become anaerobic or septic, they release hydrogen sulphide, ammonia, and volatile fatty acids. Covering tanks, improving aeration, and installing appropriate treatment systems significantly reduce these odours.
8. How can pharmaceutical companies ensure long-term odour control?
Long-term control requires a combination of technology, good operational practices, regular maintenance, and continuous monitoring. Training staff, maintaining negative pressure zones, cleaning ducts, and servicing odour control units all contribute to consistent performance.
9. Are odour regulations strict for pharmaceutical plants?
Yes. Pollution Control Boards increasingly enforce odour and VOC norms for pharmaceutical and biotechnological facilities. Plants must demonstrate compliance through proper systems, monitoring, and documentation, especially during audits or expansion approvals.
Sustainable Rendering for a Circular Economy: Odour Control in Rendering Plants as a Pathway to ESG Excellence
Industrial rendering plants across India and the globe face one major environmental challenge — odour. Effective odour control in rendering plants is crucial not only for environmental compliance but also for community wellbeing and sustainable industrial growth. The rendering industry plays a crucial role in protecting the environment. Generally, a rendering plant collects animal byproducts such as offal, fat, bones and carcasses from animal slaughterhouses, butcher shops, supermarkets (markets) and farms and turn them into usable materials like tallow, grease and bonemeal. These materials are then used for the manufacturing of a variety of products soaps, animal feed (including pet-feed) and some industrial items. Yet, it carries one unavoidable challenge — odour & high strength wastewater. In this blog we would like to cover, how to handle the pungent, persistent smell from rendering operations, which is one of the most complex environmental issues industries face today. Odour emissions are not merely an inconvenience; they directly influence community relations, regulatory compliance, and the public image of the company. For progressive industries, this challenge has become a defining factor in their sustainability and ESG (Environmental, Social, and Governance) strategies.
At the forefront of this transformation are modern engineering solutions like those deployed by Elixir Enviro Systems that combine science, environmental responsibility, and innovation to create cleaner, more sustainable air treatment systems for rendering plants.
Where Does Odour Come from in Rendering Plants?
To control odour effectively, one must first understand its origin. Rendering plants handle raw animal materials such as offal, blood, bones, feathers, and fat residues. During processing, cooking, drying, and pressing, these organic materials decompose, releasing volatile organic compounds (VOCs), hydrogen sulfide (H₂S), ammonia, mercaptans, and amines. These compounds are potent even in low concentrations. For instance, hydrogen sulfide is noticeable at just a few parts per billion and produces a strong “rotten egg” smell, while mercaptans smell even stronger and are often detected far from the source. Uncontrolled odour can travel over large distances, affecting nearby communities, attracting complaints, and even halting production due to environmental violations. Hence, rendering plants increasingly rely on engineered odour control systems designed to target these compounds through physical, chemical, and biological means.
Why Odour Control Matters Beyond Compliance
The modern rendering industry is evolving. Regulations now demand comprehensive environmental management systems that align with ESG and sustainability commitments. Odour control has become a key ESG indicator because it reflects a plant’s environmental responsibility, social accountability, and operational transparency.
A robust odour control strategy brings measurable advantages:
- Regulatory compliance with pollution control boards(regulatory agencies) and environmental agencies
- Improved community relations by reducing complaints and promoting goodwill
- Enhanced workplace safety through improved air quality
- Stronger ESG reporting that aligns with global sustainability frameworks
- Better brand reputation, as odour-free operations symbolize responsible industry practices
Companies like Elixir Enviro Systems have recognized that odour control isn’t just an environmental requirement — it’s an operational necessity and a reputational advantage.
Engineering the Air: How Rendering Plants Can Achieve Effective Odour Control?
Odour control in rendering plants is a multi-layered process that requires understanding of airflow patterns, pollutant chemistry, and microbial treatment. Below are the most effective engineering strategies used globally — adapted and optimized for Indian and international industries by Elixir Enviro Systems.
1. Capture and Containment
The first step in managing odour is preventing its escape. This involves designing airtight a good ventilation systems to capture emissions from:
- Cookers and dryers
- Pressing and decanting units
- Fat and meal storage tanks
- Blood drying systems
A proper ventilation system ensures that all air carrying odourous compounds is directed to a centralized treatment unit instead of being released into the atmosphere. This not only minimizes fugitive emissions but also improves the efficiency of odour control technologies.
2. Chemical Scrubbing Systems
Scrubbers are among the most reliable methods for treating high-intensity odour streams. In these systems, acidic or alkaline solutions are used to neutralize gases such as the alkaline odourous compounds like ammonia, & the acidic odourous compounds like hydrogen sulfide.
Elixir’s engineered scrubber designs optimize contact time and chemical efficiency, ensuring minimal chemical consumption with maximum odour removal. Multi-stage scrubbers are often used to treat mixed compounds, for instance, an acid scrubber followed by an oxidizing scrubber for complete neutralization.
3. Biological Odour Control Units
Biological systems utilize microorganisms to naturally degrade odourous gases into harmless compounds such as carbon dioxide and water. They are sustainable, cost-effective, and energy-efficient solutions for continuous odour control.
Biofilters:
Biofilters use organic or synthetic media to absorb and biologically degrade VOCs, ammonia, and H₂S. They achieve 85–95% odour removal efficiency and are ideal for air from enclosed conveyors, pits, and dryers. Regular media maintenance ensures consistent performance.
Biotrickling Filters:
These systems use synthetic packing material continuously irrigated with nutrient-rich water, supporting microbial activity for odour degradation. They achieve 90–98% efficiency and are suitable for high-concentration ammonia and H₂S streams, though they require controlled water and nutrient supply.
Bioscrubbers:
In bioscrubbers, odourous air passes through a liquid medium containing active microorganisms that degrade water-soluble pollutants. They achieve 80–90% efficiency, ideal for ammonia-rich odours, but require additional water treatment and energy for recirculation.
4. Thermal and Catalytic Oxidation
For rendering facilities with very high VOC loads, thermal oxidation or catalytic oxidation provides complete destruction of odourous gases. These systems operate by heating the contaminated air to high temperatures, breaking down volatile compounds into simple molecules like CO₂ and H₂O.
5. Activated Carbon Filtration
In specific sections such as product handling areas or packaging zones, activated carbon filters are used to polish residual odours. The porous carbon material adsorbs remaining organic compounds, ensuring the final discharge is nearly odourless. These systems complement biofilters and scrubbers, creating a multi-barrier odour treatment process. Activated carbon filters work as adsorption media, and therefore generally the carbon units are not recommended for high odour emission industries such as the rendering plants.
6. Plasma Technology:
Emerging non-thermal plasma systems use high-energy electrons to break down odourous molecules at 85–95% efficiency. They are compact and efficient for many contaminants. But not have seen any case study or related document showing use case in the rendering industry. but involve higher operational and maintenance costs due to electrode replacement requirements.
7. Combination Treatments for Odour Control
In many cases, combining technologies improves overall efficiency and ensures comprehensive odour removal across multiple sources.
Common hybrid systems include:
Chemical Scrubber + Biofilter:
The pretreatment with chemical scrubbers followed by the Biofilter for polishing seems ideal choice for the Odour Control from the Rendering plants. This combination can ensure the air for total efficiency up to 99%.
Thermal Oxidation + Biofilter:
Used in facilities with separate odour streams, where intense odours are treated thermally and moderate ones biologically, balancing cost and performance.
Biofilter + Activated Carbon Filter:
Biofilter removes major odorous gases (85–95%), and activated carbon filters polish the air for total efficiency up to 99% — ideal for reception pits and enclosed areas.
Chemical Scrubber + Biotrickling Filter:
This pairing achieves up to 95–98% total efficiency, handling mixed acid and alkaline gases effectively in high-odour-load plants.
Chemical Scrubber + Activated Carbon Filter:
Scrubbers neutralize H₂S and ammonia, while carbon filters remove VOCs — giving 95–99% efficiency, ideal for plants with multiple odour sources.
Though biological odour control units are very efficient, the use of biological systems alone for rendering plants is not advisable. As the load is very high from the rendering plants, the biological treatment units shall take up a very large floor space. Hence in the case of rendering plants it is always better to have a combination treatment. These hybrid systems are customized based on air volume, odour type, and emission intensity, ensuring optimized cost and performance for every rendering plant.
Integrating Wastewater and Air Odour Control
Apart from the challenges of having high strength wastewater, the wastewater treatment plants in Rendering plants also can release secondary odour during collection and treatment. By integrating wastewater treatment with air odour management, facilities can prevent odour migration from open tanks, sludge drying beds, and effluent channels.
Elixir’s integrated design approach combines:
- Covered tanks and pipelines to limit volatilization
- Anaerobic digesters for biogas capture and reduction of load
- High rate Biological Nutrient Removal (BNR) plants to remove both COD and nutrients
- Odour scrubbers for headspace gases
This holistic design ensures consistent odour control throughout the plant, maintaining compliance and environmental integrity. The details of the wastewater treatment maybe discussed in a separate blog.
Odour Control Regulations and Standards
In India, the Central Pollution Control Board (CPCB) and respective State Pollution Control Boards (SPCBs) set strict emission standards for rendering operations under the Air (Prevention and Control of Pollution) Act, 1981, but at present the CPCB doesn’t give specific regulation on Odour control in India.
Globally, regulatory bodies such as the U.S. Environmental Protection Agency (EPA) and the European Union’s Industrial Emissions Directive (IED) also enforce odour and air quality standards for animal by-product processing facilities.
Elixir Enviro Systems ensures that every system — from scrubbers to biofilters — is designed to meet or exceed these emission norms, helping clients maintain environmental compliance both in India and worldwide
Smart Monitoring and Modelling: The Future of Odour Management
Modern odour control goes beyond physical systems — it now integrates real-time data, digital simulations, and predictive monitoring for better performance and compliance. Elixir Enviro Systems utilizes advanced odour dispersion modelling to predict and assess odour behaviour under varying operating conditions. This enables engineers to optimize air capture points, ventilation strategies, and treatment system capacity with greater accuracy. Onsite odour monitoring units continuously measure parameters such as hydrogen sulphide (H₂S) and ammonia concentrations, allowing proactive intervention before odour complaints or threshold exceedances occur. This data-driven approach enhances transparency and supports ESG (Environmental, Social, and Governance) reporting by providing measurable, verifiable environmental performance indicators.
ESG in Action: How Odour Control Reflects Environmental Commitment
Rendering facilities are now integral to circular economy models, transforming waste into value. But to remain sustainable, they must operate within the boundaries of environmental stewardship. Odour control is one of the most visible reflections of ESG compliance. It demonstrates commitment to:
- Environmental goals: reducing emissions and protecting air quality.
- Social responsibility: improving community health and relations.
- Governance: maintaining transparent, data-backed environmental performance.
Elixir Enviro Systems aligns its technologies with these ESG pillars, helping industries not only meet legal standards but also exceed them — turning odour control into an opportunity for sustainable growth.
Elixir Enviro Systems: Delivering Advanced Odour Control Solutions for Rendering Plants
Elixir Enviro Systems is a leading provider of industrial odour control solutions for the rendering industry, helping facilities eliminate nuisance emissions and meet the highest environmental standards. With decades of expertise in air treatment, wastewater management, and environmental engineering, we deliver custom-built systems that ensure cleaner air and sustainable operations. Our odour control solutions for rendering plants combine chemical scrubbers, biofilters, biotrickling filters, and hybrid systems designed to treat complex odourous compounds such as hydrogen sulfide (H₂S), ammonia, amines, and volatile organic compounds (VOCs). Each system is engineered for high efficiency, achieving up to 95–99% odour removal while minimising energy use and maintenance costs.
Key strengths of our rendering-specific systems include:
- End-to-End Design and Installation: From air capture ducts and exhaust systems to treatment units and stack dispersion.
- Hybrid Odour Control Systems: Combining biological and chemical filtration to manage varying odour loads efficiently.
- Onsite Odour Monitoring: Continuous H₂S and ammonia measurement for real-time performance tracking and compliance.
- Integrated Wastewater and Sludge Odour Control: Managing emissions from process water, condensate, and sludge handling.
By integrating these systems, Elixir Enviro Systems helps rendering facilities move beyond compliance — transforming odour control into a strategic sustainability advantage. Our goal is to engineer odour-free, community-friendly, and ESG-aligned rendering operations that reflect true environmental responsibility.
Conclusion
Odour control in rendering plants is no longer just about removing smells — it’s about engineering a cleaner, more responsible future for industries that serve the circular economy. With advanced air treatment systems, integrated wastewater solutions, and data-driven monitoring, companies can now operate efficiently, meet stringent regulations, and maintain community trust.
Elixir Enviro Systems continues to pioneer this transformation — designing and delivering odour control systems that redefine sustainability in rendering operations. By combining innovation with environmental ethics, the industry can truly render change — for the planet and its people.
Looking to Upgrade Odour Control in Your Rendering Facility?
Connect with Elixir Enviro Systems — specialists in designing end-to-end odour management solutions tailored to your process. From advanced scrubbers, biofilters, and hybrid systems to real-time monitoring and wastewater treatment, we ensure performance, compliance, and peace of mind.
Explore more about our Industrial Odour Control and Wastewater Treatment Solutions at www.elixirenviro.in.
FAQs on Odour Control in Rendering Plants
1. What is a rendering plant?
A rendering plant is a facility that processes animal by-products — such as offal, fat, bones, and carcasses — collected from slaughterhouses, butcher shops, supermarkets, and farms. The goal is to convert waste materials into valuable, reusable products like tallow, grease, and bone meal, which are later used in the manufacture of soaps, animal feed (including pet food), fertilizers, and various industrial goods.
2. What are different types of rendering?
Rendering plants are classified into edible and inedible types. Edible rendering plants process clean, food-grade by-products from slaughterhouses and meat processing facilities to produce edible fats like tallow and lard used in food and cosmetics. Inedible rendering plants, on the other hand, handle materials unfit for human consumption—such as carcasses, condemned meat, and offal—to produce non-edible tallow, grease, and meat and bone meal used in animal feed, biodiesel, and industrial applications.
Based on the processing method, rendering can also be categorized as wet rendering and dry rendering. Wet rendering uses steam or hot water to separate fat from solids, yielding higher-quality fat but consuming more energy and water. Dry rendering involves heating materials without water and separating fat mechanically—an energy-efficient process suited for inedible rendering but with stronger odour emissions. Plants may also operate in batch or continuous modes, depending on scale and production demand. Together, these variations define how rendering plants operate to balance efficiency, product quality, and environmental control.
3. What causes odour in rendering plants?
Rendering plants generate odour from the decomposition of animal by-products such as fat, blood, and offal. During processes like cooking, drying, and storage, gases containing hydrogen sulfide (H₂S), amines, and volatile organic compounds (VOCs) are released. Without proper control, these emissions can cause strong, unpleasant odours and environmental complaints.
4. What are the most effective odour control technologies for rendering plants?
The most effective odour control systems combine biological and chemical treatment methods. Technologies like biofilters, biotrickling filters, and chemical scrubbers remove odourous gases efficiently. In many facilities, hybrid systems — combining biological and non-biological units — achieve up to 99% odour removal efficiency, ensuring regulatory compliance and community satisfaction.
5. How do biofilters help in odour control?
Biofilters use naturally occurring microorganisms to degrade odorous compounds into harmless by-products such as water and carbon dioxide. They are highly effective against amines, mercaptans, and reduced sulfur compounds, offering 85–95% odour removal efficiency. Biofilters are also sustainable, low-maintenance, and ideal for continuous operation in rendering facilities.
6. What are hybrid odour control systems?
Hybrid odour control systems integrate multiple technologies—such as chemical scrubbers with biofilters, or biotrickling filters with chemical scrubbers, Thermal systems & Biological units—to handle diverse odour compounds. This multi-stage treatment ensures maximum odour removal efficiency and consistent air quality, even in high-load rendering operations.
7. How does Elixir Enviro Systems help rendering plants manage odour?
Elixir Enviro Systems provides custom-engineered odour control solutions specifically for rendering plants. Their systems include biofilters, chemical scrubbers, biotrickling filters, and hybrid combinations that effectively remove H₂S, ammonia, VOCs, and amines. Elixir also offers onsite monitoring, wastewater odour treatment, and pilot studies to ensure optimal performance and long-term sustainability.
8. Why is odour control important for sustainability and ESG compliance?
Effective odour control demonstrates a rendering plant’s commitment to environmental, social, and governance (ESG) principles. By reducing air emissions, improving workplace and community health, and ensuring transparent environmental performance, rendering facilities strengthen their sustainability credentials and public trust.
9. How can rendering facilities upgrade their existing odour control systems?
Facilities can upgrade by integrating advanced hybrid systems, adding real-time monitoring units, or improving air capture and ventilation designs. Elixir Enviro Systems offers system audits, performance analysis, and retrofit solutions to enhance odour removal efficiency and reduce operational costs.
Odour Control in Distilleries: Technologies, ESG Impact, and Sustainable Solutions
Introduction
Distilleries are important to India’s beverage and ethanol industries. They produce everything from high-quality spirits to the fuel-grade ethanol used in the country’s bioethanol blending program. These operations promote economic growth, support renewable energy, and provide crucial help to rural communities. However, there is a challenge that worries both local communities and regulators. It involves the strong odours that often come from distillery operations.
Fermentation processes spent wash handling, storage, and effluent treatment plants release strong, unpleasant smells that can travel far beyond the factory walls. These odours not only affect worker comfort and community health but also attract regulatory complaints and damage brand reputation. Despite their seriousness, odour issues are often overlooked in favour of more visible measures like wastewater treatment or Zero Liquid Discharge (ZLD).
This is something that Elixir Enviro Systems can provide a difference—assisting distilleries deal with odour issues through sustainable, efficient outcomes.
In this blog, we’ll explore:
- The main sources of odour in distilleries and their impacts.
- Technologies and solutions available for odour control.
- How odour control links directly to ESG goals.
By the end, you’ll see why odour control is not just a regulatory requirement but a strategic investment—and how Elixir Enviro Systems can help distilleries turn this challenge into a sustainable advantage.
1. Why Distilleries Produce Strong Odours
The characteristic smells from distilleries mainly come from the breakdown of organic matter, fermentation processes, and chemical reactions that happen during alcohol production. How strong and long-lasting these odours are often depends on the type of raw materials used, how by-products are handled, and the management of waste streams like spent wash.
1.1 Key Odorous Compounds
Several compounds are responsible for the characteristic “distillery smell”:
- Hydrogen Sulphide (H₂S): Known for its distinct rotten egg smell, this gas is usually released when organic matter breaks down in oxygen-deprived (anaerobic) conditions.
- Ammonia & Amines: By-products of protein degradation; sharp, pungent odour that irritates the eyes and respiratory tract.
- Volatile Organic Compounds (VOCs): Includes ethanol vapours, fusel oils(FO), and aldehydes—often sweet, solvent-like smells.
- Volatile Fatty Acids (VFAs): Sour, rancid odours caused by fermentation, sometimes incomplete organic degradation.
- Carbonyl Compounds: Acetaldehyde and related molecules that produce pungent smells, detectable even at very low concentrations.
1.2 Why Molasses-Based Distilleries Smell More
Compared to grain-based plants, molasses-based distilleries are typically far more odour-intensive. One cause is being the handling of by products and wastewater, and is mainly due to:
- Raw material handling and Heating: Raw material and heating at different stages emit odour emission.
- Viscous Nature: Thick molasses hinders oxygen transfer, slowing degradation and prolonging odour release.
- High Organic Load: Molasses spent wash can have COD levels as high as 100,000 mg/L, making it extremely odour-prone.
- Open Lagoons: When untreated effluent is stored in lagoons, anaerobic decomposition generates continuous emissions of H₂S and VFAs.
While grain-based distilleries also emit odours, their effluents are easier to treat, making emissions comparatively less intense.
2. Sources of Odour in Distilleries
Odour generation occurs at multiple points in the production process. Key sources include:
1 Fermentation Tanks
Fermentation releases carbon dioxide mixed with ethanol vapours, aldehydes, and fusel oils, producing noticeable solvent-like odours around tanks.
2 Distillation Units
Distillation strips VOCs and fusel oils from the process stream. If gases from condensers and vents are not captured, they lead to strong odour emissions.
3 Spent Wash Lagoons
The single biggest source of odour in distilleries. Anaerobic decomposition of spent wash continuously releases foul gases such as hydrogen sulphide and volatile fatty acids.
4 Sludge Drying and Handling
Sludge rich in organics emits hydrogen sulphide, ammonia, and amines during drying, storage, or handling. Without proper management, this becomes a persistent odour source.
5 By-Products and Residues
By-products like press mud, compost, and distillers dried grains with solubles (DDGS) can produce strong odours if not stored properly. This adds to the overall odour issue.
3. Impact of Odour Emissions
- On the Environment: Odours are often accompanied by VOCs and gases like methane, which contribute to air pollution and greenhouse gas emissions. They may also attract flies and pests, adding to environmental hygiene concerns.
- On Workers: Repeated contact with unpleasant odors displaces comfort and cheer among workers. In the higher concentrations, gases like hydrogen sulfide can even cause respiratory irritation, headaches, and reduced productivity.
- On the Surrounding Communities: Residents who live next to the distilleries have the highest impact. Repeated unpleasant odors can reduce property values, damage community relationships, and even trigger social protests against the facility
4. Regulations Governing Odour Control in Distilleries
Odour management is no longer just an environmental best practice—it is increasingly linked to regulatory compliance and social acceptance. Both Indian and global frameworks are tightening their expectations for distilleries to actively control odour emissions.
4.1 India
- Central Pollution Control Board (CPCB): While there are no national odour emission standards yet, the CPCB mandates Zero Liquid Discharge (ZLD) for molasses-based distilleries. Since untreated effluent is the largest source of odour, ZLD indirectly enforces odour minimization. But that alone make the industry odour free, but this one of the first & easiest step.
- State Pollution Control Boards (SPCBs):SPCBs take odour complaints seriously, and repeated grievances from nearby communities can result in notices, operational restrictions, or even suspension of Consent to Operate. This makes proactive odour control a legal safeguard as much as an environmental one.
4.2 Global Regulations
- United States (EPA): Volatile Organic Compounds (VOCs), common in distillery operations, fall under the Clean Air Act. Many facilities are required to install scrubbers or thermal oxidisers to comply.
- European Union (EU):Odour impact assessments are mandatory in many Environmental Impact Assessments (EIAs). Community perception plays a direct role in project approvals, with regulators demanding proof of mitigation.
4.3 Community-Centric Shift
Across the world, environmental regulators are moving beyond traditional emission-based limits and focusing more on how industrial operations affect surrounding communities. For distilleries, this means that simply meeting emission standards may no longer be enough. If odour complaints persist, authorities can still impose penalties, restrict operations, or require the adoption of advanced odour control technologies.
5. Odour Monitoring
Effective odour management depends on measuring and tracking emissions. Distilleries are adopting both traditional and advanced monitoring tools to ensure transparency and compliance.
- Olfactometry: Human sensory panels evaluate odour intensity and detectability thresholds.
- Electronic Noses (E-Noses): Sensor-based systems that continuously track gases such as hydrogen sulphide, ammonia, and VOCs.
- Dispersion Modelling: Computer models simulate how odour plumes travel in surrounding areas, helping design buffer zones and stack heights.
- Continuous Monitoring: Automated 24/7 systems provide real-time data, building transparency with regulators and communities.
6. Global Best Practices
Distilleries worldwide have implemented innovative odour control strategies that Indian plants can adapt to remain competitive and sustainable:
- Europe: Widespread use of enclosed fermentation and storage units, combined with biofilters to neutralize exhaust gases.
- United States: Use of Regenerative Thermal Oxidisers (RTOs) to destroy VOCs and meet stringent air quality norms.
For Indian distilleries, adopting these proven practices can not only resolve local odour issues but also align operations with global sustainability benchmarks.
7. Odour Control Technologies & Strategies
Managing odour in distilleries requires a combination of technologies and operational best practices. No single solution works in isolation; instead, a carefully designed system ensures compliance, efficiency, and community acceptance.
7.1 Biological Treatment
- Biofilters & Biotrickling Filters: Use microbial colonies to break down H₂S, ammonia, and VOCs into harmless by-products.
- Advantages: Cost-effective, sustainable, and capable of achieving high removal efficiency for continuous emissions.
7.2 Chemical & Physical Treatment
- Scrubbers: Use alkaline or acidic solutions to remove soluble gases such as H₂S and ammonia.
- Activated Carbon & Adsorption: Highly effective in capturing VOCs, aldehydes, and solvent-like odours until saturation.
7.3 Anaerobic Digestion & Biogas Recovery for odour control from Wastewater treatment plant
- Converts high-COD spent wash into biogas, simultaneously reducing odour emissions and generating renewable energy.
- Supports circular economy practices by reducing dependence on fossil fuels and enhancing sustainability.
7.4 Process Optimisation & Enclosure
- Enclosed Systems: Ventilation routed to biofilters, scrubbers, or thermal treatment units ensures controlled odour management.
- In case of wastewater treatment plant, Covered Lagoons & Tanks: Prevent the release of H₂S and VFAs by capturing gases for further treatment or biogas recovery.
- Sludge Handling: Minimising open-air drying and improper storage reduces ammonia and sulphide emissions.
The most effective odour management plan is multi-pronged—combining biological, chemical, process-level, and monitoring solutions tailored to site-specific needs.
8. Odour Control and ESG Goals
Odour management is more than just an operational requirement—it’s an important part of a distillery’s Environmental, Social, and Governance (ESG) performance. By investing in advanced odour control technologies, distilleries show their commitment to sustainability, transparency, and creating long-term value for both the business and the communities around them.
8.1 Environmental
- Lower Emissions: Effective odour control reduces H₂S, VOCs, and other harmful pollutants.
- Better Air Quality: Cleaner emissions improve the health of surrounding ecosystems and communities.
- Carbon Neutrality Contribution: Technologies like anaerobic digestion generate renewable biogas, displacing fossil fuel use.
8.2 Social
- Community Acceptance: Reducing odour nuisance builds trust and improves relations with local communities.
- Worker Well-Being: Improved air quality ensures a safer, healthier, and more comfortable workplace.
- Public Image: Demonstrates responsibility towards stakeholders and society at large.
8.3 Governance
- Regulatory Compliance: Meets CPCB, SPCB, and global environmental standards, avoiding penalties and shutdowns.
- Sustainable Business Practices: Shows commitment to responsible production aligned with UN SDGs.
- Transparency & Accountability: Real-time odour monitoring (e.g., IoT systems like Oizom ) facilitates data-driven reporting and builds credibility with regulators and investors.
By implementing advanced odour control systems, distilleries can improve their ESG ratings, making themselves more attractive to investors, global partners, and eco-conscious consumers.
9. Elixir Enviro Systems: Distillery Odour Control Experts
At Elixir Enviro Systems (EES), we specialise in delivering end-to-end odour control solutions for distilleries, combining technical innovation with sustainability. Our approach is tailored to each facility, ensuring compliance, efficiency, and long-term reliability.
Our expertise includes:
- Biological Systems: Biofilters and biotrickling filters harness microbial action for natural, effective odour removal.
- Scrubbers & Adsorption Units: Proven chemical and physical methods to neutralise VOCs, ammonia, and sulphur compounds.
- Anaerobic Digestion: Transforming high-COD spent wash into renewable biogas, reducing both odour and energy costs.
- Pilot Studies & Simulations: Data-driven modelling and real-world trials for customised, site-specific solutions.
- Monitoring & Consultancy: Comprehensive compliance support, real-time monitoring integration, and ESG-aligned strategies.
With over a million m³/hr air treatment capacity delivered across industries, Elixir helps distilleries not just manage odour but turn it into an opportunity for sustainability, community acceptance, and ESG leadership.
Conclusion
Odour control in distilleries goes far beyond regulatory compliance — it reflects a sense of responsibility, sustainability, and long-term competitiveness. When odours from fermentation, distillation, and spent wash lagoons are left unchecked, they can weaken community trust, invite regulatory action, and harm a distillery’s reputation.
By adopting modern technologies such as anaerobic digestion, biofiltration, scrubbing systems, and Zero Liquid Discharge (ZLD), distilleries can turn odour management from an operational burden into a strategic opportunity — improving environmental performance while building stronger relationships with the communities they serve.
Through an ESG perspective, odour control delivers triple benefits:
- Environmental (E): Reduced emissions and improved air quality.
- Social (S): Protection of workers and communities.
- Governance (G): Transparent compliance and sustainable practices.
Distilleries that prioritise odour management today will not only stay ahead of tightening regulations but also build stronger market positions, healthier communities, and greater investor confidence—emerging as truly future-ready businesses.
FAQ
Q1. Why do distilleries produce such strong odours?
Distilleries generate strong odours mainly due to the breakdown of organic materials during processes like fermentation, distillation, and effluent treatment. Gases such as hydrogen sulphide (H₂S), volatile fatty acids (VFAs), and volatile organic compounds (VOCs) are the key culprits behind these unpleasant smells.
Q2. What is the biggest source of odour in distilleries?
The single largest source is spent wash lagoons, where untreated effluent decomposes anaerobically, releasing foul-smelling gases such as H₂S, ammonia, and VFAs
Q3. How can distilleries effectively control odours?
A multi-pronged approach works best—combining biological systems (biofilters, biotrickling filters), chemical/physical systems (scrubbers, activated carbon), and process optimisation (anaerobic digestion, covered lagoons).
Q4. What are the regulatory requirements for odour control in Indian distilleries?
The CPCB mandates Zero Liquid Discharge (ZLD) for molasses-based distilleries. In addition, State Pollution Control Boards (SPCBs) can act on community complaints, sometimes halting operations until corrective measures are taken.
Q5. How does odour control improve ESG performance?
Odour management reduces harmful emissions (Environmental), protects workers and nearby communities (Social), and ensures transparent compliance with norms (Governance)—boosting overall ESG ratings
Odour Control in Slaughterhouse and Chicken Waste Rendering Plants: Indian Context and Global Practices
Introduction
Slaughterhouse and chicken waste rendering plants are integral to managing by-products from the meat and poultry processing industries in India, one of the largest meat producers and exporters in the world. With an export valuation of 2.89 billion USD in 2020 and 1,176 slaughterhouses alongside 75 modern abattoirs, India generates substantial waste, including high volumes of poultry processing waste because of the high demand for chicken. Rendering plants process these wastes into valuable products, but they produce malodorous emissions that pose environmental and public health challenges. This Blog explains the procedure of slaughterhouse and chicken waste rendering, odourous compounds in exhaust gases, world odour control practices, individual and combined odour control units, biological methods, and the advantages, disadvantages, and issues of having rendering plants near slaughterhouses, particularly collection of waste from small-scale slaughterhouses in India.
Rendering Process in Slaughterhouse and Chicken Waste Plants
The rendering process changes waste from slaughterhouses and chickens, such as inedible animal tissues (organs, bones, blood, feathers, offal, and poultry-specific materials like heads, feet, and viscera), into stable products like animal feed, fertilizers, or industrial materials.
In a rendering plant, the process begins from the collection and transportation of raw waste to the plant. The raw waste is subsequently cooked at high heat (usually 115–145°C) to separate fats, remove moisture, and eliminate pathogens. Grinding, screening, and pressing follow for the production of products such as meat and bone meal, poultry meal, feather meal, or tallow. Chicken waste rendering is supplemented with other processes to render feathers, which are hydrolyzed under pressure for the breakdown of keratin into digestible protein to create feed. Cooking and drying processes, especially for poultry waste with high protein and moisture content, create high gaseous emissions, responsible for the odour problem. Rendering is a common practice in India but the energy-intensive process and inadequate odour control are responsible for environmental problems, particularly in poultry-dominated areas.
Odourous Compounds in Exhaust Gases and Their Characteristics
Slaughterhouse and chicken waste rendering Exhaust gas is a mixture of volatile organic compounds (VOCs) and inorganic compounds which generate malodours. The primary odourous compounds are:
- Hydrogen Sulfide (H₂S): A highly odourous gas possessing a smell, reminiscent of rotten egg, which can be detected at 0.00047 ppm, released during decomposition of sulfur-containing proteins of meat and poultry waste.
- Methanethiol (CH₃SH): Sulfur compound having a pungent, cabbage odour with low olfactory threshold (0.001 ppm), present in poultry manure due to high protein content.
- Trimethylamine: Fishy odour nitrogenous compound, formed on protein breakdown, prominently by chicken viscera and blood.
- Ammonia (NH₃): Pungent nitrogenous gas from waste with high nitrogen content, detectable at 0.037 ppm, present in slaughterhouse and poultry rendering due to organic breakdown.
- Aldehydes (e.g., acetaldehyde, propanal): Sharp, irritating odours formed during organic matter breakdown, notably in feather hydrolysis.
- Volatile Fatty Acids (VFAs): Compounds such as butyric acid, with a rancid smell, generated during hydrolysis and acidogenesis, especially in poultry offal.
- Other VOCs: Toluene, benzene, and ketones may also be present, with varying levels of biodegradability, particularly in chicken waste from feather processing.
Rendering plant exhaust gases have high temperatures (cooking), high water content (poultry waste with 60–70% water), and badly soluble parts, so they are difficult to treat odour. Poultry rendering, particularly feather hydrolysis, produces unique odours due to sulfur-rich keratin breakdown. Volatile compounds in India’s warm climate are enhanced causing an increase in odour intensity and dispersion.
Global Odour Control Practices for Rendering Plants
Globally, rendering plants for slaughterhouse and chicken waste employ diverse odour control technologies tailored to exhaust gas characteristics and regulatory requirements. Common practices include:
- Source Control: Low-emission processing and good housekeeping, such as sealed storage for poultry feathers and rapid waste processing, minimize odour generation.
- Physical and Chemical Methods: Adsorption (using activated carbon), absorption (via wet scrubbers), and thermal oxidation are widely used. Adsorption captures VOCs, absorption dissolves water-soluble gases, and thermal oxidation burns odourous compounds at high temperatures.
- Biological Methods: Biofiltration, biotrickling filters, and bioscrubbers use microorganisms to break down odourous compounds into harmless products such as carbon dioxide and water. These methods are becoming more popular because they are sustainable.
- Hybrid Systems: Combinations of physical, chemical, and biological methods achieve higher removal efficiencies for the complex mix of odourous compounds in emissions from slaughterhouses and poultry rendering.
In the Netherlands and Germany, biofiltration is the best available control technology, achieving up to 90% odour reduction since the 1960s. American meat rendering facilities use thermal oxidizers and wet scrubbers to meet strict emission standards. This is especially important in poultry processing facilities that deal with large amounts of feathers and offal.
Odour Control Units and Combinations
Individual Odour Control Units
- Wet Scrubbers: Wet scrubbers employ liquid, i.e., water or chemical solvents, in the adsorption of odourous gases such as ammonia and H₂S. Wet scrubbers are appropriate for water-soluble chemicals but not for poorly soluble VOCs of feather hydrolysis. Wet scrubbers are typically installed in exhaust treatment stream stacks.
- Activated Carbon Adsorption: Activated carbon filters can readily eliminate a broad spectrum of VOCs and sulfur compounds suitable for use in slaughterhouse and poultry waste odours. Media replacement on a continuous basis is costly and restricts its usage.
- Thermal Oxidizers: They burn the odourous gases at 700–1,200°C to generate carbon dioxide and water. hey are effective for most VOCs, including those from feather processing, but are energy-intensive and produce greenhouse gases.
- Biofilters: Organic matter packed beds contain microbial decomposition of materials like H₂S, NH₃, and VFAs. They are 89–98% effective and suited for poultry rendering odours. Efficiency lies in good engineering and sizing of the unit.
- Biotrickling Filters: Artificial packing materials with continuous liquid flow offer a substrate for microbial growth, with high gas flow rates from rendering processes. They eliminate 88–100% for H₂S and NH₃.
- Bioscrubbers: These combine absorption and biological degradation , absorbing gases into a liquid for microbial breakdown. They are less effective for poorly soluble VOCs from poultry waste due to high liquid-to-gas ratios.
Combined Odour Control Systems
Combinations enhance efficiency for the diverse odorous compounds in slaughterhouse and chicken waste rendering exhaust:
- Wet Scrubber + Biofilter: Wet scrubbers remove water-soluble chemicals like ammonia, while biofilters degrade other VOCs, optimal for high-moisture poultry waste gases.
- Biotrickling Filter + Biofilter: This is aimed at biodegradable VOCs and high concentration gases, ideal for high gas flow rate large-scale poultry rendering plants.
Biological Methods
Biotechniques are of special significance in India because they are economical and environmentally friendly. Microbial degradation is the basis of biofiltration, biotrickling filters, and bioscrubbers producing minimal secondary waste. Considerations are important:
- Biofiltration Efficiency Determinants: Efficiency depends on pH, temperature, nutrient availability, and watering rate. There must be sufficient gas contact time and shallow water layer over the biofilm in order for mass transfer, specifically for sulfur-containing odours from poultry waste.
- Advantages:Minimum cost of operation, low energy requirement, and no secondary pollutants make the biological process eco-friendly with up to 90% removal of H₂S, NH₃, and VFAs.
- Disadvantages: They are less effective for poorly soluble VOCs from feather hydrolysis, require large footprints
The most important factor in any treatment plant is the correct engineering of the treatment unit. In a majority of the instances, it has been observed that the plants will have some kind of odour control units but are highly undersized and are not fulfilling its intention. It involves designing a system with correct control and monitoring system.
Advantages, Disadvantages, and Challenges of Rendering Plant Location
Rendering Plants Far from Slaughterhouses
Advantages:
- Reduced Community Impact: Remote locations lower odour complaints. This is important in India’s crowded areas, especially for poultry rendering that has strong feather-related smells.
- Land Availability: Rural sites provide space for large facilities and waste storage. This is necessary for managing the large amount of poultry waste.
- Environmental Protection: Being far from water bodies decreases the risk of contamination from untreated waste. This is a significant issue in India, where poultry waste is often dumped into rivers.
Disadvantages:
- Transportation Costs: Moving slaughterhouse and poultry waste to distant plants increases expenses, especially for small-scale chicken slaughterhouses with limited resources.
- Logistical Challenges: Long-distance transport requires refrigerated vehicles to prevent spoilage and odour, which is difficult in India’s hot climate.
- Waste Degradation: Transport delays can cause decomposition, leading to stronger odour emissions, particularly in poultry waste with high moisture content.
Challenges:
- Infrastructure Limitations: Rural areas often lack proper roads and facilities for waste transport. This makes it hard to collect poultry waste.
- Regulatory Compliance: It is difficult to ensure compliance during transport and processing in remote regions where oversight is limited.
- Economic Feasibility: High transport costs may discourage small slaughterhouses from using distant rendering plants. This can lead to illegal dumping.
Feasibility of Rendering Plants with Waste Collection from Small Slaughterhouses
In India, small-scale slaughterhouses, especially poultry units, are common. Centralized rendering plants that collect waste from several facilities can work, but they have some challenges:
Feasibility Factors:
- Centralized Collection Systems: Refrigerated transport systems can keep waste fresh. This is important for poultry waste, which has a lot of moisture and feathers.
- Economies of Scale: Centralized plants can handle large amounts of waste. This makes it possible to use better odour control methods, like biofiltration, for poultry and meat waste.
- Circular Economy Potential: Rendering plants can create biogas, poultry meal, and fertilizers. This supports India’s “Swachh Bharat Abhiyan” and National Energy Policy.
Challenges:
- Collection Logistics: Coordinating waste collection from numerous small poultry slaughterhouses requires efficient scheduling and infrastructure.
- Cost Barriers: Small slaughterhouses may lack funds for transport or processing fees, necessitating subsidies.
- Odour During Collection: Improper storage or transport of poultry waste, especially feathers, can exacerbate odours before reaching the plant.
What Elixir Enviro Systems Can Do in Odour Control for Slaughterhouse and Poultry Rendering Plants
At Elixir Enviro Systems (EES), we recognise that odour from slaughterhouses and poultry waste rendering plants is one of the most pressing challenges for the industry. Emissions of hydrogen sulfide (H₂S), ammonia (NH₃), volatile fatty acids, and feather-processing VOCs not only lead to strong community complaints but also expose operators to strict regulatory action under CPCB and SPCB norms.
To address these challenges, EES provides customised odour control solutions designed specifically for the unique conditions of Indian slaughterhouses and poultry rendering facilities.
Advanced Biological Odour Control
- Biofilters, biotrickling filters, and bioscrubbers engineered to remove H₂S, NH₃, and VOCs effectively.
- Eco-friendly and cost-effective systems adapted to Indian climatic and industrial conditions.
Hybrid Systems for Complex Emissions
- Wet scrubbers + biofilters for handling high-moisture poultry emissions.
- Biotrickling filters + biofilters for large-scale rendering units with high gas flows and mixed odorous compounds.
Pilot Studies & Onsite Assessment
- Odour source identification and monitoring tailored to slaughterhouse and rendering processes.
- Pilot-scale testing to validate performance before full-scale installation, ensuring efficiency and long-term cost savings.
Waste-to-Energy Integration
- Solutions that integrate anaerobic digestion with rendering operations.
- Enables biogas generation while significantly reducing odour impact.
At Elixir Enviro Systems, our goal is to transform odour challenges into sustainable opportunities. By combining engineering precision with biological expertise, we help slaughterhouse and poultry rendering plants across India achieve cleaner operations, regulatory compliance, and improved community wellbeing.
Conclusion
Odour control in chicken waste-rendering and slaughterhouse facilities is crucial in India, which has a large poultry and meat industry. Rendering, cooking at high temperatures, and feather hydrolysis generates odorous compounds like H₂S, methanethiol, ammonia, and VOCs, with high sulfur and moisture content of poultry waste. Global practices, including biofiltration, activated carbon adsorption, and thermal oxidation, offer effective solutions, with biological methods being cost-effective for India. Hybrid systems are cost-effective but have the disadvantages of high cost and maintenance. Remote rendering plants reduce community impact but have transport cost, particularly for small poultry slaughterhouses. Centralized plants receiving waste from multiple facilities are feasible with good logistics and subsidies.
FAQ
1. Why do rendering plants smell so bad?
Rendering Plants also releases pungent volatile gases like hydrogen sulfide, ammonia, and volatile fatty acids from decomposing animal and poultry waste. Feathers, blood, and viscera create especially strong odours.
2. Which odour control method works best for poultry waste in India?
Biological systems like biotrickling filters and biofilters are the most efficient and affordable for India. They can remove up to 90% of the odour if designed properly.
3. Can odour control in rendering plants also reduce pollution?
Yes. Many odour control systems also capture VOCs and harmful gases, improving air quality and reducing environmental pollution.
4. Why is it difficult to manage poultry waste odours in India?
India’s hot climate accelerates decomposition, small slaughterhouses lack resources, and many odour control systems are undersized or poorly maintained.
5. What are the benefits of centralised rendering plants?
They allow advanced odour control, support the circular economy by producing biogas and organic fertilizer, and reduce illegal dumping of poultry waste.
Odour Control in Mixed Waste Composting Plants: Indian Context and Global Practices
Introduction
Municipal solid waste (MSW) composting is an important way to manage the large amount of organic waste in India, where organic matter makes up 60 to 70% of total waste. This process turns organic materials into nutrient-rich compost, providing a sustainable waste management option. However, composting produces smelly compounds that can create environmental and public health issues, especially in India’s crowded urban areas. The use of mechanical equipment like trommels, belt conveyors, and large reception pits in Indian composting facilities makes odour emissions worse due to more waste handling and exposure. Effective control of odours is essential for successful operations and community support. This document details the characteristics of mixed waste in India, identifies key odorous compounds, outlines Indian regulations for odour control, describes global odour control practices, explores odour control technologies, and highlights effective strategies.
Characteristics of Mixed Waste in India
Municipal solid waste in India consists of 60 to 70% organic material. This includes food waste, vegetable peels, garden trimmings, and other biodegradable items. The rest includes recyclables such as paper, plastic, glass, and metals, along with hazardous household waste like batteries, paints, and chemicals, as well as inert materials such as sand, grit, and construction debris. The waste has a high moisture content, often over 50%, due to wet organic waste like kitchen scraps. It also has a low calorific value of 800 to 1,000 kcal/kg, which makes composting a better option than thermal processing. The quick breakdown of the organic part, along with the high moisture and poor airflow, leads to anaerobic conditions. This creates unpleasant smells during decomposition, especially in large pits where waste is stored before processing.
Odorous Compounds in Mixed Waste Composting
The decomposition of organic matter in MSW composting generates various odourous compounds due to microbial activity under varying oxygen conditions. Key compounds include:
- Volatile Organic Compounds (VOCs): These include alcohols (e.g., ethanol), aldehydes (e.g., acetaldehyde), and ketones (e.g., acetone),. They form when carbohydrates and proteins break down and create strong, solvent-like smells.
- Ammonia (NH₃): Released during the decomposition of nitrogen-rich materials such as food waste and manure, ammonia produces a sharp, irritating odour, especially in high-pH environments.
- Hydrogen Sulfide (H₂S): Formed under low-oxygen conditions, hydrogen sulfide emits a characteristic rotten egg smell. This odour is common in poorly aerated compost piles or reception pits.
- Mercaptans: Organic sulfur compounds such as methyl mercaptan produce a strong, skunk-like odour, resulting from the anaerobic breakdown of proteins.
- Volatile Fatty Acids (VFAs): Compounds such as acetic, propionic, and butyric acids are produced during anaerobic fermentation, contributing to sour or rancid odours.
- Amines: Compounds like trimethylamine, derived from protein degradation, produce fishy or ammonia like smells.
These compounds are released during waste handling, preprocessing (e.g., trommel screening, conveyor transport), and storage in reception pits, requiring targeted odour control measures.
Indian Regulations for Odour Control in MSW Composting
The Ministry of Environment, Forest and Climate Change (MoEF&CC) notified the Solid Waste Management Rules, 2016, which regulate the management of MSW in India for urban agglomerations, census towns, notified industrial townships, and other such areas. Major provisions for odour control are:
- Source Segregation: The regulations require source segregation of waste into biodegradable, non-biodegradable, and hazardous types in order to minimize contamination, enhance quality of compost, and reduce odour-generating substances. For example, plastics and metals can be used to hold moisture, forming anaerobic micro-environments that release volatile fatty acids (VFAs), hydrogen sulfide (H2S), and mercaptans to some but not the only cause of odour production.
- Standards for Processing: Urban local governments (ULBs) need to set up composting or bio-methanation plants for biodegradable waste, with controlled conditions to restrict odours. Plants must have sanitary conditions and control emissions properly.
- Standards of Quality for Compost: Schedule II defines standards for compost so that it is free from harmful substances, indirectly controlling odours by encouraging good processing practices.
- Monitoring and Compliance: ULBs should report to the Central Pollution Control Board (CPCB) by April 30 of every year about compliance with waste treatment and odour control. The CPCB compiles these reports for the Central Government on or before December 15 every year.
- Environmental Protection: The regulations focus on avoiding environmental pollution, such as odour release, through handling and processing waste appropriately. Treatment facilities with over 5 metric tonnes of waste per day must be approved by the State Pollution Control Board (SPCB) and must have provisions for odour control.
The technical guidelines of the CPCB suggest aeration, control of moisture, and technologies such as biofilters to control odours. Inconsistent follow-up due to financial limitations, infrastructural constraints, and lack of awareness leads to ongoing odour issues, especially in centres with big reception pits. Nevertheless, it is practically difficult to control the odour with the change in process only.
Global Odour Control Practices in MSW Composting Facilities
Globally, MSW composting facilities use process optimization and advanced technologies to manage odours, especially in systems with mechanical equipment and reception pits:
- Process Optimization: Maintaining aerobic conditions through aeration (e.g., aerated static piles with blowers) and controlling moisture levels (50–60%) minimize anaerobic decomposition. Source separation and mechanical screening reduce contaminants, improving feedstock quality and reducing odours. For reception pits, forced aeration and rapid turnover are essential.
- Technological Interventions: Enclosed systems like in-vessel composting contain odours, while air treatment technologies capture and treat emissions from preprocessing and pits. Enclosed trommels and conveyors with negative-pressure systems are standard in developed countries, with extracted air treated using various technologies.
Odour Control Technologies
Biological Odour Control Units
Biological systems use microbial activity to break down odorous compounds. They provide cost-effective and sustainable solutions:
- Biofilters: These systems use organic materials to absorb and break down VOCs, ammonia, and H2S. They achieve 85 to 95% odour removal efficiency. Biofilters work well for treating air from enclosed trommels, conveyors, and reception pits. They need moisture control for the media and require media replacement every 3 to 5 years.
- Biotrickling Filters: These use synthetic packing materials that get irrigated with nutrient-rich liquid to support the breakdown of pollutants by microbes. They effectively handle high concentrations of ammonia and H2S, reaching 90 to 98% removal efficiency. Their compact design makes them suitable for enclosed preprocessing areas. However, they require a constant supply of water and nutrients, which increases costs.
- Bio-scrubbers, These systems channel odorous air through a liquid medium filled with microorganisms that break down pollutants. They achieve 80 to 90 percent efficiency for water-soluble compounds like ammonia. Bioscrubbers can handle high odor loads, but they need a lot of energy for air and liquid circulation. They also require a dedicated water treatment system, which limits their use in places with limited resources.
Non-Biological Odour Control Units
Non-biological systems are utilized for pungent smells or where biological systems are unavailable:
- Chemical Scrubbers: Wet scrubbers utilize chemical solutions (sodium hydroxide, sulfuric acid) to neutralize ammonia and H2S with 85–95% removal efficiency. They can be used in reception pit and preprocessing air but require expensive chemical inputs and maintenance.
- Activated Carbons Filters: These adsorb VOCs and other odor-causing compounds and, when used alone or in combination with biofilters, are 90–99% effective. They are suitable for polishing biologically treated air but need frequent replacement, so they are expensive.
- Thermal Oxidation: Burning of the malodourous gases at elevated temperatures (800–1200°C) with almost complete odour annihilation. Used in large plants where a lot of odour is generated but is energy intensive and generates secondary emissions, so usage is limited.
- Plasma Technology: Non-thermal plasma systems use high-energy electrons to break down odorous molecules, achieving 85–95% efficiency. They are emerging technologies suitable for compact facilities but are costly and require technical expertise and are generally comes with very expensive annual maintenance cost for the electrode replacement and thereby higher operational costs, limiting the use in large facilities.
Combination Treatments for Odour Control
Combining odour control technologies enhances efficiency and addresses a broader range of compounds:
- Biofilter + activated carbon filter: Biofilters deliver primary VOCs, ammonia, and H2S treatment with 85–95% removal, and polishing the remaining odours using activated carbon filters to 95–99% total efficiency. This occurs in enclosed trommel and reception pit plants with optimal cost and performance.
- Biotrickling Filter + Chemical Scrubber: Biotrickling filters remove high levels of ammonia and H2S (90–98% efficiency), and chemical scrubbers remove remaining acid or alkaline gases, 95% total efficiency. It is suitable for high-odour-load plants but increases the cost of operations.
- Biofilter + Thermal Oxidation: This combination is generally used in facilities having separate streams of odour with extremely high intensity odour and moderate indensity odour. the high intensity odour is treated in the thermal oxidation stage as this will reduce high dependence on the secondary fuel, achieving near-complete removal. Whereas the odour from the moderate sources will be handled in Biofilters (85–95% efficiency). This is used in large-scale facilities with stringent regulations but is energy intensive.
- Chemical scrubber + Activated Carbon Filter: Ammonia and H2S are scrubbed out by chemical scrubbers (85–95% effective), with the best removal with activated carbon filters for VOCs, providing 95–99% total effectiveness. This is appropriate for plants with multiple odour sources but is costly in terms of replacement requirements for chemicals and carbon.
These blends are designed according to the character and volume of the odour of the plant, with air from trommels, reception pits, and conveyors blown to the main treatment unit (e.g., biofilter) and then to a secondary unit (e.g., activated carbon) for further removal.
Elixir Enviro Systems: Your Partner in Odour Control for Composting Plants
At Elixir Enviro Systems, we specialize in designing and delivering comprehensive odour control solutions tailored for municipal solid waste (MSW) composting plants across India. With deep domain expertise in biological air treatment and solid waste handling, we offer:
✅ Biological Odour Control Units
- Biofilters: Engineered for high odour removal efficiency (85–95%), ideal for reception pits, trommels, and conveyor enclosures. Our biofilters use specially selected media for longer lifespan and consistent performance.
- Biotrickling Filters: Compact and highly effective for treating high concentrations of ammonia and H₂S, with up to 98% removal efficiency. Designed for enclosed preprocessing zones and pit ventilation systems.
- Bioscrubbers: Liquid-phase biological systems for high-load applications, particularly effective in treating water-soluble odorous compounds.
✅ Non-Biological & Hybrid Systems
- Chemical Scrubbers: High-efficiency wet scrubbers for tough odour streams, especially from reception pits and shredders.
- Activated Carbon Filters: For VOC polishing and secondary treatment stages, especially useful after biological filtration.
- Hybrid Systems: Combining technologies like Biofilter + Carbon Filter or Biotrickling Filter + Chemical Scrubber for comprehensive odour coverage across all process stages.
✅ Comprehensive Services
- Odour Mapping & Onsite Assessment: We conduct detailed odour audits and dispersion modeling to identify emission hotspots and quantify odour loads.
- Custom System Design & Turnkey Execution: From engineering to commissioning, we provide end-to-end odour control system solutions customized to plant layout, budget, and odour profile.
- Annual Maintenance & Performance Monitoring: Our AMC services include media replacement, efficiency testing, and performance tuning to ensure regulatory compliance and system longevity.
Conclusion
Odour control in mixed waste composting plants is a serious concern in India because of high organic load, non-segregation, high moisture, and use of mechanical systems like trommels, conveyors, and large reception pits. Segregation, effective processing, and emission control are mandated under the Solid Waste Management Rules, 2016, but the gaps in implementation persist because of non-availability of resources. Significant odourous compounds like VOCs, ammonia, H2S, mercaptans, VFAs, and amines are released during handling of wastes, and specific interventions like enclosed preprocessing, aeration, and pit management are necessary. Internationally, technologies like in-vessel composting, biological systems (biofilters, biotrickling filters, bioscrubbers), and non-biological systems (chemical scrubbers, activated carbon filters, thermal oxidation, ozone treatment, plasma technology) are useful in odour control, and combination treatments enhance efficiency. For India, using low-cost biological technologies like biofilters, along with better segregation, pit aeration, and enclosing mechanical systems, may improve odour control and support sustainable composting operations.
FAQ
Q1: Why does municipal solid waste composting produce strong odours?
Municipal solid waste composting involves the decomposition of high-moisture, organic-rich waste. Under anaerobic conditions—often caused by poor aeration or excess moisture—this generates volatile organic compounds (VOCs), ammonia, hydrogen sulfide (H₂S), volatile fatty acids (VFAs), and other malodorous gases.
Q2: What are the main sources of odour in Indian composting plants?
The key sources include large reception pits with poor ventilation, trommel screening equipment, and open conveyor systems. These areas facilitate anaerobic conditions and release odorous compounds during waste handling and storage.
Q3: What is the best odour control technology for MSW composting in India?
Biological systems like biofilters and biotrickling filters are the best in cost terms for Indian conditions. They provide high odour removal efficiency (85–98%) with relatively lower running cost, especially when combined with appropriate enclosures and pit aeration systems.
Q4: Are Indian composting plants required to control odour under law?
Yes. The Solid Waste Management Rules, 2016, control odour by proper segregation of waste, standards for processing, and measures for controlling emissions. A permission from the State Pollution Control Boards is required for plants with more than 5 metric tonnes per day with special provisions for odour control.
Q5: Can process adjustments alone eliminate odour emissions?
No. While process improvement like aeration and moisture control reduces odour formation, odour formation cannot be eliminated. Effective odour control relies on the application of a combination of biological or chemical treatment processes, equipment enclosures, and efficient management of sound reception pits.
How to Control Odour from Sewage, Fecal Sludge and Effluent Treatment Plants (STP, FSTP & ETP)?
Sewage Treatment Plants (STP), Fecal Sludge (Septage) Treatment Plants (FSTP), and Effluent Treatment Plants (ETP) are essential for managing wastewater generated from domestic, municipal, household, and industrial sources. However, these facilities are often associated with foul odour emissions, which pose a serious nuisance to the surrounding communities.
Odour generation depends on factors such as plant size, wastewater composition, retention time, aeration levels, and the design and maintenance of the treatment process. Unpleasant odours are not merely a comfort issue—they can lead to public complaints, regulatory scrutiny, and operational inefficiencies.
Elixir Enviro Systems Pvt Ltd (www.elixirenviro.in) the pioneer in odour control, Offers customised and integrated odour control solutions for STPs and ETPs across India. From proper ventilation design to advanced treatment technologies, Elixir provides systems to eliminate odour at the source, enhance air quality, and ensure regulatory compliance.
Odour Sources in STP, FSTP & ETP – What’s Causing the Smell?
Odour formation in sewage, septage, and effluent treatment plants (STPs, FSTPs, and ETPs) is primarily due to the anaerobic decomposition of organic matter. Under low or no oxygen conditions, microorganisms break down waste and release gases with pungent, foul odours. Understanding the source of these odours is essential for devising effective control measures.
- Inlet and Screening Chambers: Raw sewage or effluent enters the plant here and begins to break down, releasing gases such as H₂S and VOCs.
- Grit Chambers and Equalization Tanks: Odours may intensify in these areas due to the buildup of organic solids.
- Anaerobic Digesters: These units emit strong odours resulting from the biological breakdown of sludge under oxygen-deficient conditions.
- Sludge Handling Units: Processes like sludge thickening, dewatering, and storage can all produce pungent odours.
- Aeration Tanks and Clarifiers: While aeration helps reduce odours, poor oxygen transfer can create anaerobic conditions, increasing odour emissions.
What Odour Control Technologies Are Used in STP and ETP Facilities?
Odour control is not a universal solution. The technology you choose depends on the air volume that needs treatment, the level of pollutants, and the specific stages of the treatment process that produce odour. Here are the most common odour control systems used in sewage and effluent treatment plants:
Biofilter
What is a biofilter? A biofilter is a porous bed made of organic media, some are generic media and some are proprietary fomulations. Generic media includes substances such as compost, wood chips, or synthetic materials. The proprietary media include the media manufactured by Elixir enviro systems (www.elixirenviro.in) such as Cocofil® 25 & Cocofil® 25 etc, wherein the manufacturer guarantees the removal efficiencies. It supports a microbial population that biologically degrades odourous compounds such as hydrogen sulphide (H₂S), ammonia (NH₃), and volatile organic compounds (VOCs).
The odourous air is passed through the media bed, and the microorganisms convert the pollutants into harmless by-products like CO₂ and H₂O. Biofilters are highly effective and can remove up to 95% of odours when properly maintained. However, the performance is highly dependent on media moisture content and air distribution. Few versions of biofilters offered by Elixir Enviro Systems can be seen at: Click Here
Bio-Trickling Filter
Bio-trickling filters employ inert packing media over which water and nutrients continuously trickle, creating a moist environment conducive to microbial growth. As odour-laden air passes through the filter, aerobic bacteria break down the pollutants.
These well-aerated systems can treat both volatile organic and inorganic compounds. A primary benefit is their ability to efficiently handle high odour concentrations in a compact design. However, nutrient dosing and the risk of clogging due to biomass buildup must be carefully managed.
Bio-scrubber
Also known as a bio-washer, the bio-scrubber operates in two stages. In the first stage, odourous air comes in contact with a liquid absorbent, typically water or a chemical solution, which absorbs the pollutants. In the second stage, the liquid goes into a separate tank for biological treatment. This is where microbes come in—they break down the compounds that were previously absorbed.
Bio-scrubbers are especially effective at treating highly soluble compounds such as H₂S. They are known for their high reliability and low chemical consumption, particularly when supported by proper nutrient management.
Chemical Scrubbers
Chemical scrubbers remove odourous gases using acidic or alkaline solutions. The polluted air stream is brought into contact with a scrubbing liquid in a packed tower, where chemical reactions neutralise the odourous compounds.
The pH of the scrubber is maintained based on the nature of the pollutants (acidic for ammonia, alkaline for H₂S). Although chemical scrubbers are efficient and quick acting, they require chemical handling infrastructure and periodic monitoring. This is particularly suitable where the odour characterization is done and fine removal is not expected.
Elixir Enviro’s scrubber systems are custom-built to ensure precise dosing, optimal contact time, and minimal chemical waste.
Activated Carbon Filter
A carbon filter is a highly effective solution frequently selected for its easy installation. It operates through adsorption, with activated carbon capturing and retaining odourous gases such as hydrogen sulfide (H₂S), ammonia (NH₃), and volatile organic compounds (VOCs) commonly released from wastewater treatment.
The activated carbon can come from bituminous coal or coconut shells and might be treated with chemicals to improve its ability to absorb specific pollutants. The carbon bed sits in a sealed container through which the foul air passes, letting the media absorb contaminants before clean air is released. A well-designed carbon filter system can remove up to 99% of odours. Maintenance includes regular inspections, monitoring pressure drops, and changing the carbon media every 12 to 24 months, depending on the gas load. Carbon filters are compact, quiet, and easy to fit into existing systems, but the ongoing cost, which is almost as high as the initial cost, can make them less appealing for larger units.
Process Combination
In many sewage and effluent treatment plants, using a mix of treatment techniques works better than sticking to just one method.
For instance, biofilters used with chemical scrubbers or bio-trickling filters followed by activated carbon polishing can offer multiple layers of odour removal. This helps meet strict air quality standards.
Elixir Enviro creates modular systems that fit into new or existing plants, allowing for easier adjustments as needs change.
Design Strategies for Preventing Odour Formation
Prevention is always better than cure. In addition to treatment technologies, smart plant design and operation significantly reduce odour emissions. Key approaches include:
- Proper Enclosure of Units: Covering tanks and channels keeps odourous gases from escaping.
- Efficient Ventilation Systems: Managing airflow through ducts, fans, and odour extraction points keeps air contained and directs it to treatment units.
- Maintaining Aerobic Conditions: Avoiding stagnant areas and ensuring enough oxygen in biological reactors reduces the formation of H₂S and NH₃.
- Sludge Management: Timely removal and treatment of sludge prevent the buildup of decomposing matter.
- Corrosion-Resistant Ducting: Especially important in environments containing acidic gases like H₂S.
Why is Odour Control in STP, FSTP & ETPs Important?
Controlling odours from sewage and effluent treatment plants is important for multiple reasons.
- Health and Safety: Gases like hydrogen sulphide and ammonia are dangerous. Long exposure can lead to health problems for workers and people living nearby.
- Environmental Compliance: Regulatory bodies such as the Central and State Pollution Control Boards have set limits for odour and gas emissions. Non-compliance can result in fines or shutdowns.
- Public Acceptance: Foul odours can trigger complaints and create resistance against wastewater infrastructure development, especially in urban areas.
- Operational Efficiency: Odours often indicate process issues such as sludge build-up or poor aeration. Fixing these problems boosts plant performance.
How Elixir Enviro Systems Controls Odour in STP & ETP Facilities
At Elixir Enviro Systems, we specialize in designing and executing custom odour control solutions tailored to the unique needs of sewage and effluent treatment plants across municipal, industrial, and residential sectors. With decades of expertise and a strong focus on innovation, our solutions are engineered to deliver maximum odour reduction, regulatory compliance, and community satisfaction.
- Site Assessment and Air Quality Modelling: Our experts evaluate odour dispersion patterns using advanced simulation tools.
- Custom System Design: Based on source identification, air volume, and contaminant loading.
- Installation and Commissioning: Turnkey solutions from ductwork to stack design and treatment units.
- Real-Time Monitoring: Integration of odour monitoring devices to track system performance.
- Post-installation Support: Regular maintenance, media replacement, and system audits.
Conclusion
Odour control from sewage and effluent treatment plants is not a luxury—it is a necessity. It ensures cleaner air, healthier environments, and peaceful coexistence with surrounding communities.
Elixir Enviro Systems Pvt Ltd is a trusted partner in delivering customised, cost-effective, and high-performance odour control solutions for both municipal STPs and industrial ETPs across India. With a comprehensive range of technologies—from biofilters and scrubbers to modelling and monitoring tools—Elixir ensures that your facility stays compliant, efficient, and community-friendly.
Interested in Odour Control Solutions for Your Treatment Plant?
📞 Reach out to us at info@elixirenviro.in 🌐: www.elixirenviro.in
🧾 FAQ
1. What causes odour in sewage and effluent treatment plants?
Odours in STPs and ETPs mainly come from the breakdown of organic matter in the absence of oxygen. This process releases gases such as hydrogen sulphide (H₂S), ammonia (NH₃), volatile organic compounds (VOCs), and mercaptans. These gases have strong, bad smells and can be harmful to health if not managed.
2. Is odour from STPs and ETPs harmful to health?
Yes, prolonged exposure to gases such as H₂S and ammonia can cause eye irritation, headaches, nausea, and respiratory problems. At high concentrations, these gases can be toxic, making affected people unconscious and sometimes causes death as well. There are several cases of people falling into the drains and lost lives, mainly due to the toxicity of gases like H2S. This can happen in STPs as well, especially when the source is in a confined zone. Effective odour control is important for the health and safety of plant workers and surrounding communities.
3. Which areas of an STP/ETP emit the most odour?
Key odour-generating zones include:
- Inlet works/screens
- Equalization tanks
- Anaerobic digesters
- Sludge handling units
- Primary and secondary clarifiers
These areas should be prioritised for containment and odour control systems.
4. How effective are biofilters in removing odours?
When properly maintained, biofilters can remove up to 95% of odourous compounds, especially hydrogen sulphide and VOCs. Their efficiency depends on type of media, moisture content of the media, air distribution, and microbial activity.