
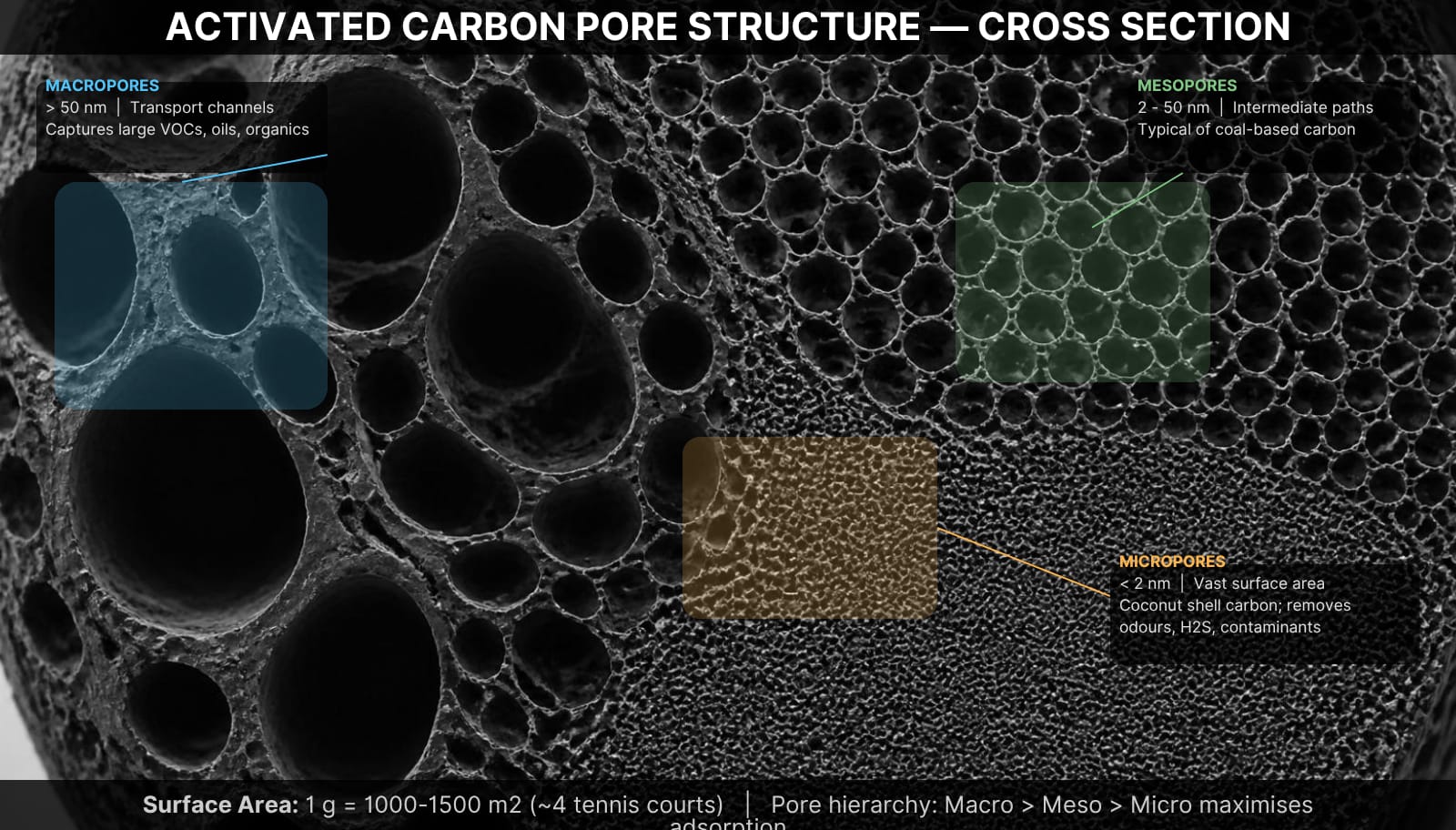
Activated carbon, also called activated charcoal, is a processed form of carbon. It has been processed in a way that creates a huge network of microscopic pores between its atoms. The porous architecture of activated charcoal gives it a surface area that is almost unbelievable relative to its mass. A single gram of high-quality activated carbon can have a surface area greater than 1,000–1,500 square meters — about the size of four tennis courts compressed into a teaspoon of powder.
The area of this surface is more than an academic curiosity. The significant attribute of activated carbon — adsorption — owes its origin to the presence of the porous structure. In contrast to absorption, which refers to a process whereby molecules of gas or liquid become taken into the bulk of another material, adsorption is a surface phenomenon. It is when molecules of gas or liquid cling to the carbon surface by the effect of van der Waals forces and electrostatic attraction. Moreover, chemically impregnated carbon can also undergo direct chemical reactions with target compounds. When the surface area of carbon increases, it can adsorb more adsorbate before saturation.
Carbon has a range of pore sizes that complement each other during adsorption. Macropores (>50 nm) act as the tube through which the contaminant can flow into the particle, mesopores (2-50 nm) provide an intermediate diffusion pathway, and micropores (<2 nm) contain most of the adsorption capacity of the carbon, since they contain most of the internal surface area of the interior of the material. The ratio of the pore sizes is a determining factor in whether a given carbon is preferentially used for small molecules (like hydrogen sulphide) or large molecules (like solvents and petroleum hydrocarbons).
Activated carbon is a unique treatment technology for odour control engineers. Activated carbon’s widespread use is due to its ability to remove unwanted organic and inorganic substances from air or water. The technology is best suited for polishing treatment, emergency odour control, and situations where the required level of odour reduction cannot be achieved without the aid of biological or chemical scrubbing. However, activated carbon filtration is also among the most misapplied technologies in industrial odour control. Systems are often deployed at the wrong scale, with the wrong carbon type, in conditions which quickly exhaust the media, or without proper pre-treatment of the inlet stream.
Field Observation: In odour control projects across India and Southeast Asia, Elixir Enviro Systems engineers have repeatedly encountered activated carbon systems functioning at only a fraction of their design capacity — because the wrong carbon grade was specified, inlet stream humidity was not pre-conditioned, or the carbon bed had saturated prematurely due to unexpectedly high VOC loading. Getting activated carbon right requires more than purchasing a vessel and filling it with granules.
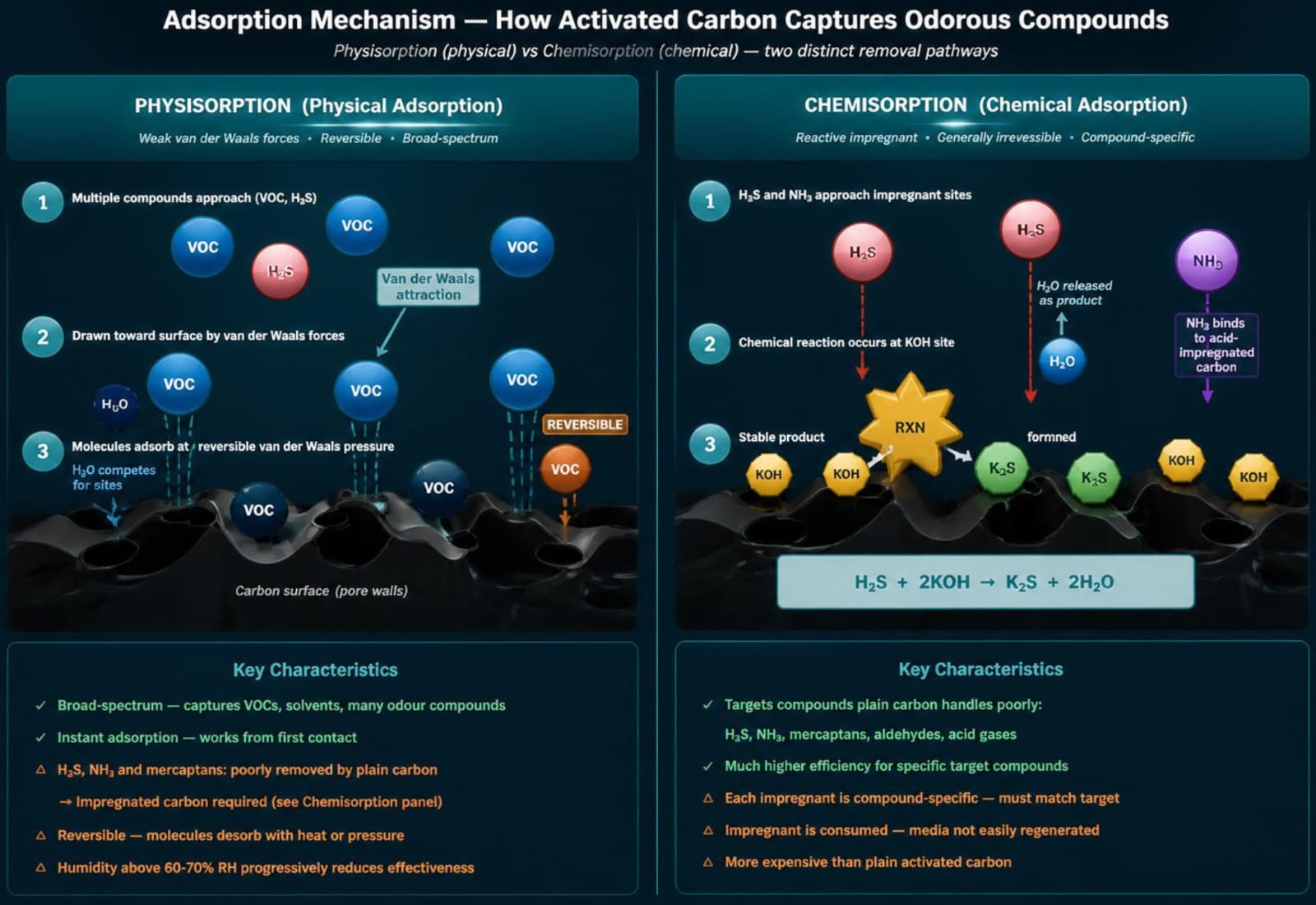
2.1 Physical Adsorption (Physisorption)
Activated carbon primarily captures odorous gases via physisorption, in which gas molecules adhere to the carbon surface due to van der Waals forces. Physisorption is naturally a reversible thing: the adsorbed molecule can detach if the temperature rises, the concentration of that molecule decreases, or if another molecule replaces it.
Important features of physisorption for odour control:
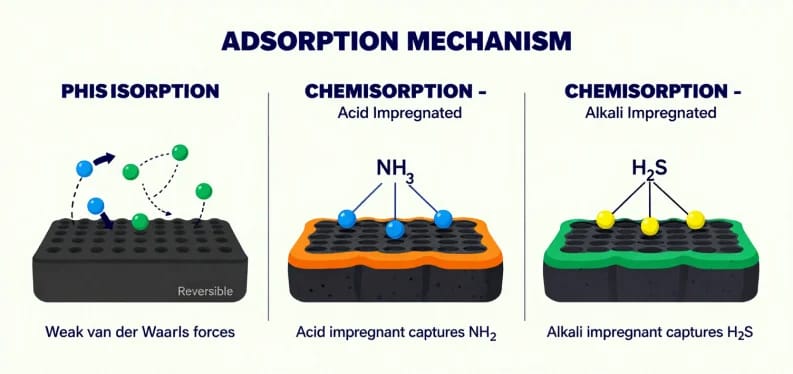
2.2 Chemical Adsorption (Chemisorption)
For gases that do not adsorb well on activated carbon — such as hydrogen sulphide, ammonia, and formaldehyde — the carbon can be treated with special chemicals. This changes the adsorption mechanism to chemisorption, in which foul-smelling molecules react with the chemicals on the activated carbon, forming new compounds that adhere permanently.
Unlike physical adsorption, chemisorption is generally irreversible under normal operating conditions because the target contaminant undergoes a chemical reaction with the impregnated media. This mechanism is particularly important for compounds such as hydrogen sulphide, mercaptans, ammonia and certain aldehydes that are often poorly removed by untreated activated carbon.
Maybe can prepare a blog on impregnated carbon with much more information later; for the time being, let’s continue with the general aspects.
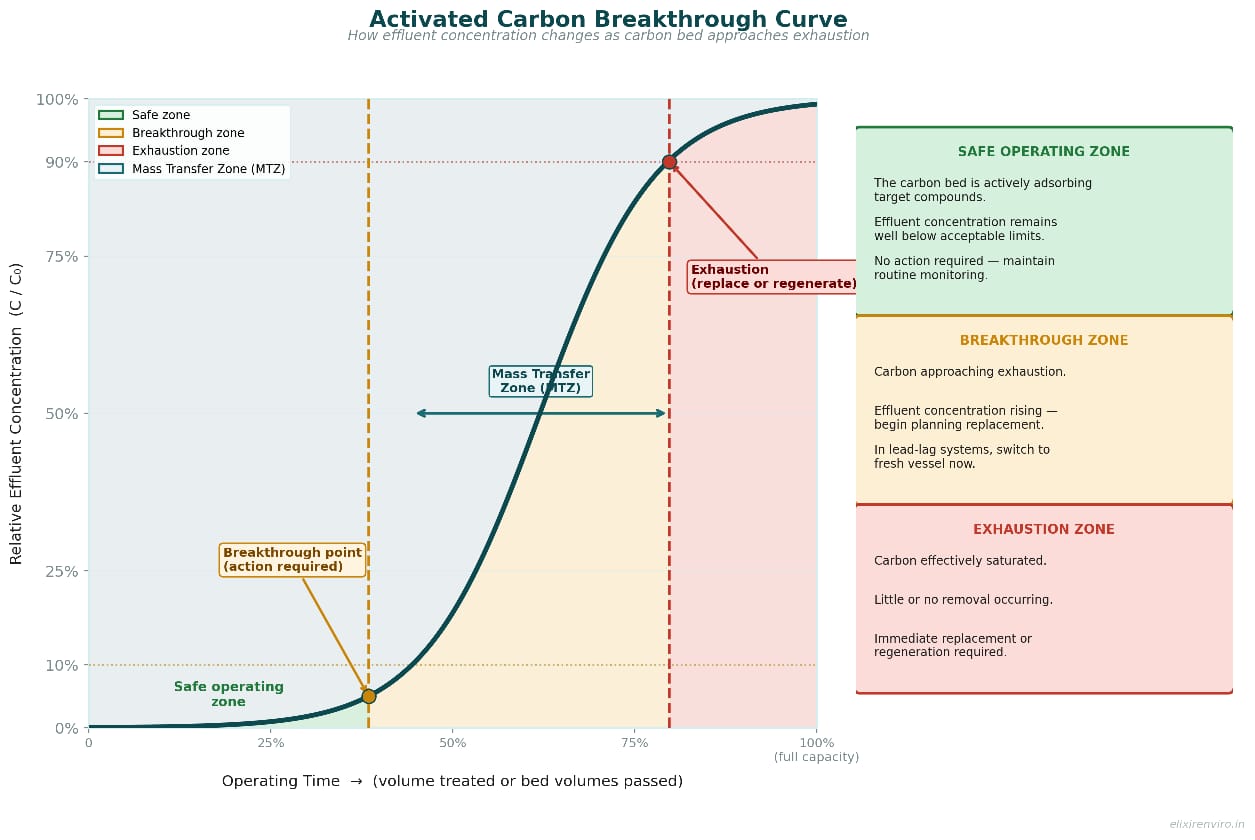
2.3 Adsorption Isotherms and Breakthrough
The relationship between the concentration of a compound in the gas phase and the amount adsorbed on the carbon surface at equilibrium is described by adsorption isotherms. The Freundlich and Langmuir isotherms are most commonly used in activated carbon design. The practical implications for odour control engineers are:
One other crucial concept is the Mass Transfer Zone (MTZ), which is basically the part inside the carbon bed where the adsorbing process is physically happening. Eventually, as the bed gets used, the MTZ starts to shift from the inlet to the outlet. But a breakthrough is actually when the forefront of the MTZ hits the outlet of the bed. Keeping a sufficient depth of the bed means that the MTZ will be within the vessel for the required duration.
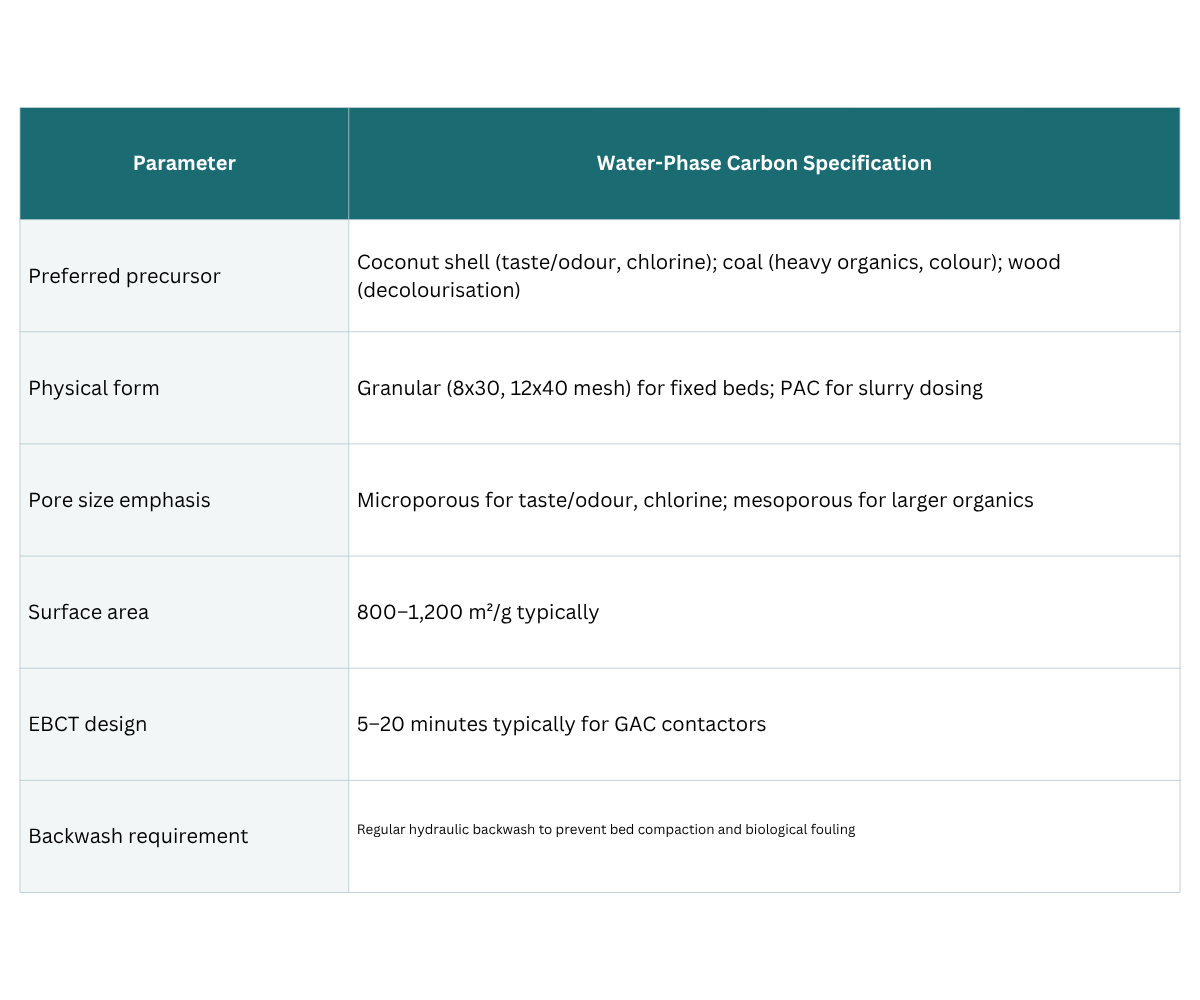
The Empty Bed Contact Time (EBCT) — the theoretical time the air or water stream spends in contact with the carbon bed — is a fundamental design parameter. For air-phase odour control, EBCTs of 1–3 seconds are typical for lightly loaded streams; 3–10+ seconds may be required for complex or high-concentration VOC streams. For water-phase applications, EBCTs of 5–15 minutes are common.
Together, adsorption isotherms, breakthrough behaviour, and EBCT form the core design framework for any activated carbon system — an understanding of these principles is essential before selecting the appropriate carbon type for a given application.
Carbon products vary in the type of raw material, method of activation, physical state, pore distribution, and surface chemical properties — all factors that greatly influence efficiency in different applications.
3.1 Classification by Raw Material (Precursor)
3.1.1 Coal-Based Activated Carbon
Coal, and in particular sub-bituminous and bituminous types, is the main source of activated carbon precursor material for industrial applications worldwide. It is obtained by carbonisation (600–900°C heating in a non-reactive atmosphere), then steam or CO₂ activation.
3.1.2 Coconut Shell Activated Carbon
Coconut shell carbon is manufactured using Cocos nucifera shells and is widely regarded as the premium-grade activated carbon for many odour control applications.
3.1.3 Wood-Based Activated Carbon
Carbon made from sawdust, wood chips, or agro-wastes rich in lignocellulose by chemical activation (zinc chloride or phosphoric acid).
3.1.4 Peat-Based Activated Carbon
3.1.5 Lignite-Based Activated Carbon
Lignite is the lowest-rank coal precursor, providing the smallest surface area of the common coal types. It is used in applications where lower-cost treatment is acceptable.
3.1.6 Pitch-Based and Synthetic Carbon
Carbon from petroleum pitch or synthetic polymers provides specialised pore structures that cannot be obtained from natural precursors. A high level of control over pore size distributions can be the result of these materials that are intended for gas mask canisters and ultra-high-purity solvent recovery.
3.2 Classification by Physical Form
3.2.1 Granular Activated Carbon (GAC)
GAC is the workhorse form for fixed-bed industrial applications — both air treatment and water treatment. Granules are typically 0.4–4.0 mm in diameter, produced by crushing and sieving or by extrusion. GAC is specified for packed-bed configurations with periodic regeneration or replacement, where manageable pressure drop and long contact times are priorities.
3.2.2 Powdered Activated Carbon (PAC)
PAC has particle sizes typically below 100 microns. It’s very small particle size gives it extremely fast adsorption kinetics, making it ideal for short-contact-time dosing into water streams. PAC is added as a slurry into a water treatment process and removed by sedimentation or filtration. It is not used in air-phase fixed beds due to excessive pressure drop and dust entrainment.
3.2.3 Extruded / Pelletised Activated Carbon (EAC)
Extruded carbon is made by combining carbon with a binder and extruding it into consistent cylindrical pellets, usually 1.5 mm, 3.0 mm, or 4.0 mm in diameter.
3.2.4 Activated Carbon Fibre (ACF)
ACF is produced from fibrous precursors and has a unique structure: very high surface area (1,000–2,500 m²/g) concentrated almost entirely in uniform micropores, with extremely short diffusion distances for ultra-fast kinetics. Available as woven cloth, felt, paper, or honeycomb forms. Applications include high-purity solvent recovery, ultra-low concentration VOC control, and chemical protective clothing. Higher cost limits use to specialised, high-value applications
3.3 Classification by Activation Method
3.3.1 Steam Activation (Physical Activation)
Usually, this is the activation method of coal and coconut shell carbon. The precursor is carbonised in the absence of oxygen, then activated by exposure to steam at 800-1000°C.
The reaction C + H₂O → CO + H₂ is responsible for creating the pore structure.
3.3.2 CO₂ Activation (Physical Activation)
Basically, the process is the same as steam activation: C + CO₂ → 2CO. The activation by CO₂ at lower temperatures (800-950°C) usually leads to the formation of carbon materials with a narrower and more controlled micropore distribution.
This feature makes them mainly suitable for high-selectivity applications such as H₂S removal.
3.3.3 Chemical Activation
Most often, it is the method of choice for wood-based carbon. The precursor is impregnated with a chemical activating agent (ZnCl₂, H₃PO₄, or KOH) before carbonisation at lower temperatures (400-700°C).
While it can cause higher surface areas and greater mesoporosity, it is a must to wash thoroughly to get rid of activant residues.
3.4 Important Performance Indicators
Activated carbon is frequently specified using performance indicators such as hardness number, ash content and bulk density. Hardness number reflects resistance to attrition, breakage and dust generation during handling and operation. Ash content is an indication of the inorganic mineral residue left after carbon production; it can change the performance of the products in some cases. Bulk density is extremely important because it determines the amount of active carbon that can be packed into a specific volume of the vessel. This generally affects the service life and the frequency of replacement.
The single most significant and often confusing specification differentiation is between carbons designed for air-phase and water-phase treatment. Applying the wrong grade in the wrong service will lead to radically poorer performance, fast saturation, or an ineffective treatment altogether.
4.1 Air-Phase (Gas-Phase) Activated Carbon
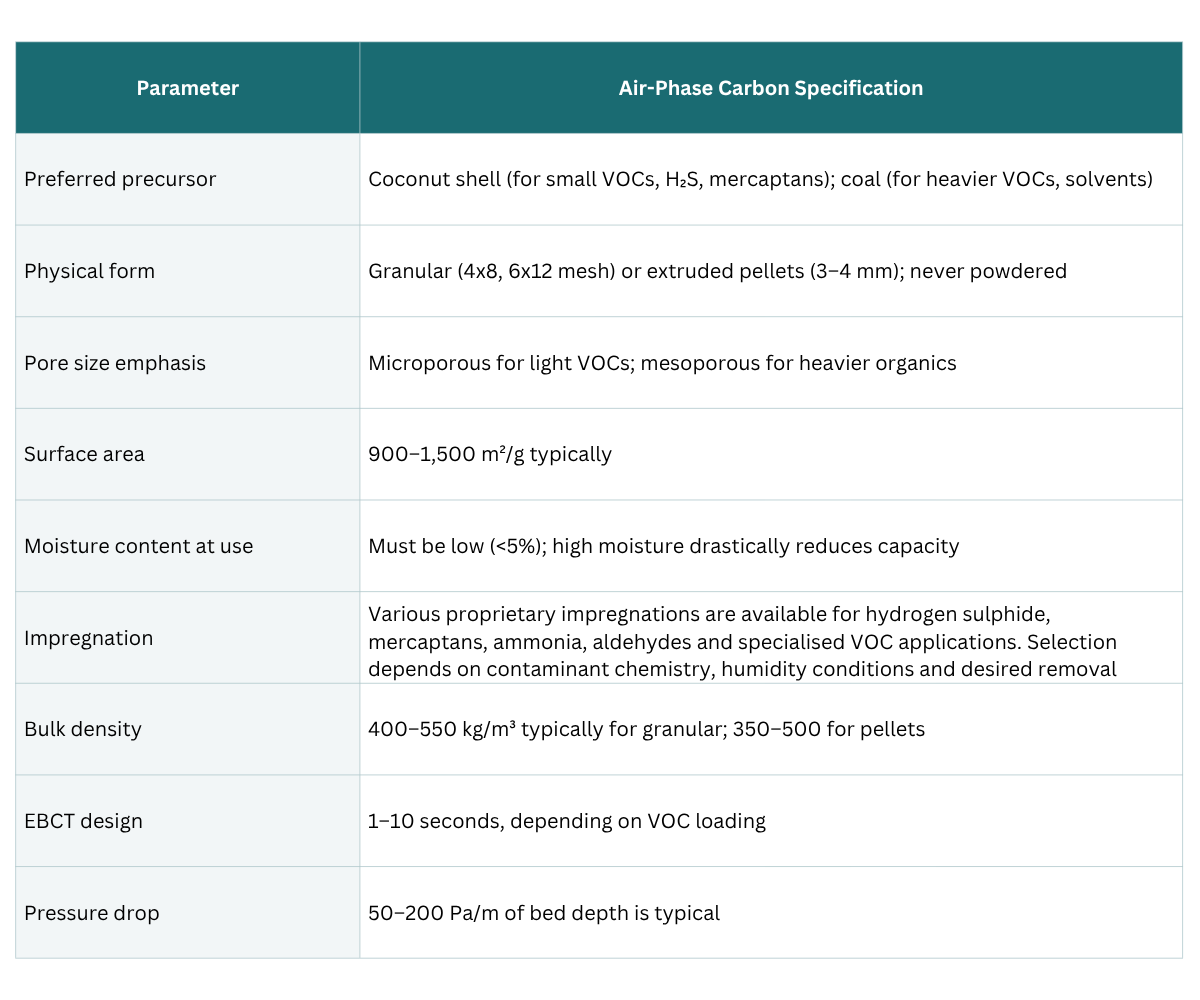
Relative humidity is one of the most important variables affecting gas-phase carbon performance. For optimum adsorption efficiency, many odour control systems aim to operate below 50–60% RH. However, acceptable performance may still be achieved at higher humidity depending on contaminant type, carbon selection and residence time. When RH approaches saturation, adsorption capacity can decrease dramatically, and service life may be substantially reduced.
Engineering Rule: Do not plumb an activated carbon unit directly after a wet scrubber unless a heat exchanger or mist eliminator is in place to reduce the relative humidity. Nearly saturated air from a scrubber will have saturated the activated carbon with water within hours.
4.2 Water-Phase (Liquid-Phase) Activated Carbon
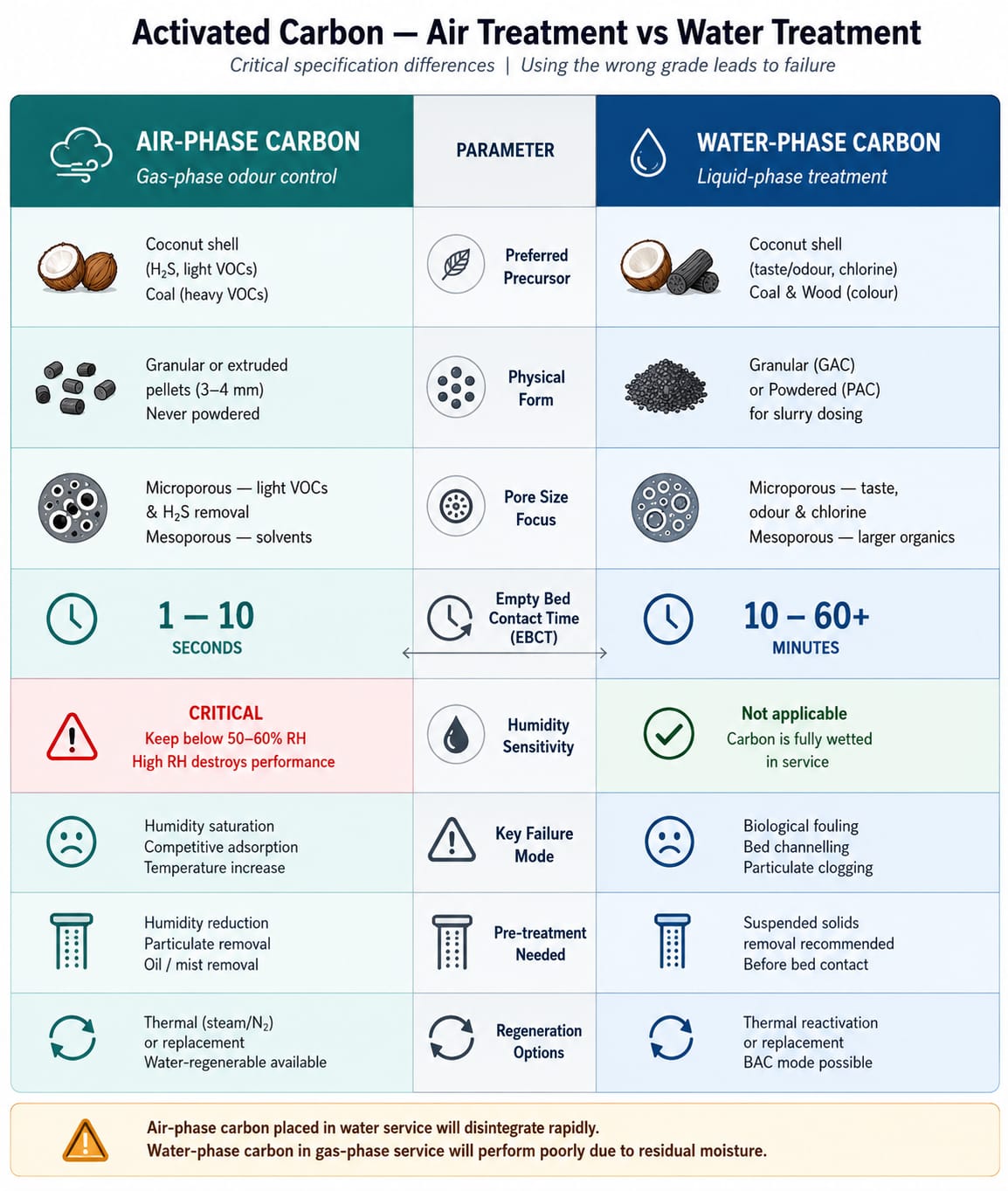
4.3 Summary Comparison: Air vs. Water Carbon
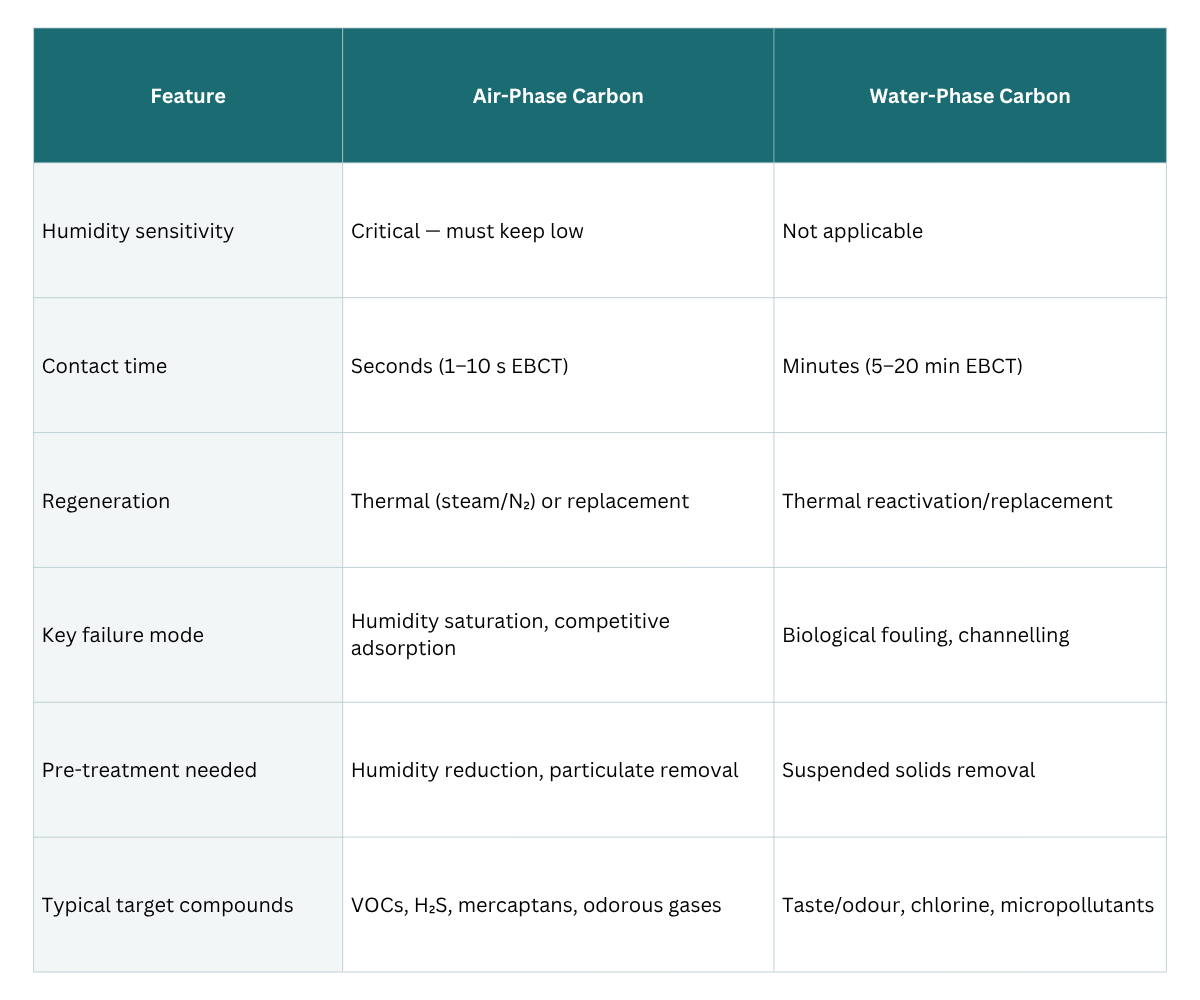
Routine monitoring of pressure drops, and outlet contaminant concentrations is essential for determining carbon condition. A rising pressure drop may indicate particulate fouling, while increasing outlet concentrations often signal breakthrough and the need for media replacement or regeneration.
4.4 How to Select Activated Carbon for Industrial Odour Control
Selecting activated carbon involves more than choosing a raw material or surface area. Firstly, engineers need to pinpoint the contaminants of concern, assess their concentrations, analyse the temperature and humidity conditions, set the required removal efficiency level, and figure out the available EBCT. Choosing carbon should afterwards take into account the pore structure, impregnation chemistry, bulk density and expected service life. Pilot testing is often recommended for complex industrial odour streams containing multiple contaminants.
Q: What is the difference between activated carbon and activated charcoal?
‘Activated charcoal’ and ‘activated carbon’ are terms that are sometimes used interchangeably, though ‘activated carbon’ is generally preferred in industrial settings, while ‘activated charcoal’ is more often associated with medical and consumer uses such as water filters and treatment for poisoning. Both terms refer to carbon that has been treated to produce an extremely high surface area and an extensive pore structure.
Q: Why is coconut shell carbon considered superior for water and air odour control?
Coconut shell carbon exhibits a dominantly microporous structure (pore diameters <2 nm), has a very high surface area (1,000–1,500 m²/g), and is characterised by very low ash content. Its micropore structure makes it ideal for capturing small, low-molecular-weight molecules, including H₂S, mercaptans, chlorine, and the cyclic terpene compounds (2-MIB and geosmin) responsible for taste and odour in drinking water. The material’s high hardness and low ash content also make it suitable for food and potable water applications and for multi-cycle thermal regeneration.
Q: How do I choose between coal-based and coconut shell activated carbon for an air treatment application?
The choice depends primarily on the target compounds. Coconut shell carbon is preferred for applications targeting small molecules (H₂S, mercaptans, light aromatic VOCs, odour polishing to very low concentrations) where its high micropore volume provides the best performance. Coal-based carbon is adequate and more cost-effective for heavier molecular weight VOCs (solvents, petroleum hydrocarbons) where mesoporosity is beneficial. For food, pharmaceutical, or potable water contact applications, coconut shells are always specified
Q: Is iodine number important when selecting activated carbon for odour control?
Iodine number is commonly used as an indicator of micropore adsorption capacity and is widely referenced in water treatment applications. However, it should not be used as the primary selection criterion for industrial odour control systems. For gas-phase applications, factors such as pore size distribution, impregnating chemistry, humidity tolerance, EBCT, contaminant type and adsorption capacity are generally more important than iodine number alone. Two carbons with similar iodine numbers can perform very differently in odour control service.
Q: How do I know when activated carbon needs replacement?
Activated carbon should not be replaced solely based on operating time. The preferred approach is to monitor outlet contaminant concentrations and compare them with design targets. Increasing outlet concentrations indicate breakthrough and signal that the carbon is approaching exhaustion. In some applications, pressure drop monitoring and routine sampling are also used to assess media condition.
Q: How long does activated carbon last?
Activated carbon service life depends on a whole bunch of factors, such as each contaminant concentration, airflow, humidity, temperature, bed depth and type of carbon. Under operating conditions alone, service life can be from weeks to years. Breakthrough testing is the most accurate way to decide when a changeout is needed.
Contact Elixir Enviro Systems: info@elixirenviro.in | www.elixirenviro.in | +91 9995 821 471 | Calicut, Kerala, India
ELIXIR ENVIRO SYSTEMS PVT. LTD.
First Floor, Jyothi Building, Jafar Khan Colony, Calicut 673006, Kerala, India
info@elixirenviro.in | www.elixirenviro.in | +91 9995 821 471 | 0495 3554262
ISO Certified | MS






